
Bangzhao Yin, Jinge Liu, Bingchuan Liu, Bo Peng, Peng Wen, Yun Tian, Yufeng Zheng, Caimei Wang, Xiaolin Ma, Haotong Pei. Process Optimization on Laser Powder Bed Fusion of WE43 Magnesium Alloy[J]. Chinese Journal of Lasers, 2022, 49(14): 1402107
- Chinese Journal of Lasers
- Vol. 49, Issue 14, 1402107 (2022)
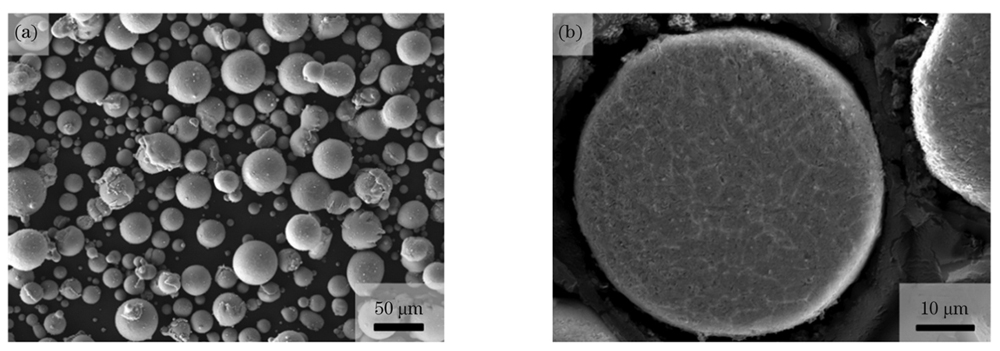
Fig. 1. WE43 powder material. (a) Surface morphology of WE43 powder particles; (b) cross section of WE43 powder particle

Fig. 2. L-PBF formation chamber and auxiliary gas flow system
Fig. 3. Part design and scanning strategy sketches. (a) Design of thin rods with different diameters; (b) sketch of contour indentation; (c) sketch of size error and roundness error calculation; (d)-(g) design of porous scaffold units
Fig. 4. Cross sections of WE43 as-built parts under different L-PBF parameters. (a) P=80 W, v=800 mm/s; (b) P=40 W, v=1000 mm/s; (c) P=120 W, v=600 mm/s; (d) part deformation caused by immense energy input
Fig. 5. Formation quality of thin rods. (a) As-built thin rods; (b) cross section of thin rod; (c) relative density of each thin rode under different process parameters; size errors and roundness errors of rods under parameters of (d) 7#, (e) 13#, and (f) 18#
Fig. 6. Macro morphologies and surface morphologies of porous scaffolds (scale plate in optical photograph is 5 mm, and that in SEM image is 1 mm). (a)(b) SG; (c)(d) LG; (e)(f) D; (g)(h) BCC
Fig. 7. Morphologies and distributions of molten pools in L-PBF WE43 parts under different parameters. (a) Parameter of 13#; (b) parameter of 18#
Fig. 8. Microstructures of L-PBF as-built WE43. (a) Oxides observed at low magnification; (b) precipitated phase observed at high magnification; (c)-(h) element distributions corresponding to Fig. 8 (a)
Fig. 9. Tensile test results of L-PBF WE43. (a) Tensile curves and diagram of sample size; (b)(c) fracture surface morphologies of WE43 tensile samples (scale plate is 50 μm)
Fig. 10. Compression properties of different porous scaffolds. (a) Compression strength and elastic modulus; (b) compression curves
|
Table 1. Chemical compositions of WE43 alloy powder and L-PBF parts (mass fraction, %)
|
Table 2. Relative density of samples processed with different parameters in process experimentunit: %

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20