Additive manufacturing of magnesium alloys has broad application prospects for customized and complicated structures used in the fields of aerospace, transportation, and medical devices. However, magnesium has the characteristics of high reactive activity, high vaporization, susceptibility, high molten fluidity, and high thermal expansion. Thus, the additive manufacturing of magnesium alloys faces many process challenges. This paper systematically investigates the process optimization during laser powder bed fusion (L-PBF) of WE43 alloys.
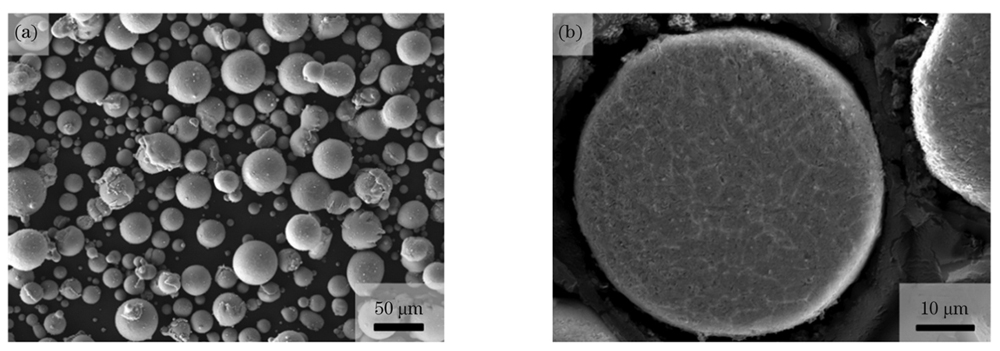
WE43 powder has a diameter range of 15-50 μm and an average grain diameter of 28.9 μm (Fig. 1). The BLT S210 equipment for the L-PBF processing of WE43 is equipped with a customized auxiliary gas flow system (Fig. 2). The WE43 bulk parts are built with a set of parameter windows (Table 2), and the relative density of the parts is measured with optical methods. To enhance the forming accuracy of porous structures, the influence of laser parameters on the size of as-built parts is studied, and the thin rods with different diameters are built using different optimized parameters. The four types of porous scaffolds are designed and manufactured: body centered cubic (BCC) lattice, diamond (D), sheet-gyroid (SG) and lattice-gyroid (LG) (Fig. 3). The tensile test for bulk parts, compression test for porous structures, and optical and scanning electron microscope (SEM) morphologies are done.
For the adopted L-PBF equipment and the WE43 powder materials, high fusion quality can be obtained in a large parameter range (60 W≤P≤100 W, 600 mm/s≤v≤ 800 mm/s), and the relative density of the sample exceeds 99.50% (Fig. 4). The micro-hardness of as-built bulk parts is (86.11±3.85 )HV, while the tensile strength and elongation reach (275±2.81) MPa and (15.6±1.3)%, respectively. The tensile fracture surface is rough, no obvious forming defects are found, and a certain number of dimples can be observed, showing that the characteristics of partial plastic fractures show good ductility (Fig. 9).
The accumulation and melting of multiple layers of L-PBF lead to repeated heating, forming a microstructure similar to that of the welding heat affected zone (Fig. 8). Oxides are found in the EDS mapping of WE43 as-built parts, which may come from the oxide shell of powders. During the processing, the oxide shell around the powder is broken to form irregular flakes, which is enriched with elements of O, Y and Zr and mainly composed of Y2O3. The behavior of oxides is closely related to powder materials and rare earth elements.
The thin rods built by three optimized parameters all have high relative density, indicating that the change of part feature size in the range of 0.3-2.0 mm has no obvious impact on the consistency of forming quality (Fig. 5). Therefore, the laser energy optimized by the block process test can be used to manufacture the porous support composed of thin rods. However, the laser energy input influences the size of a thin rod. When a higher energy input is applied, the molten pool gets wider and deeper (Fig. 7). If the scanning contour is the same, the part built by high laser energy expands in size perpendicular to the building direction. The above results show that when the porous support with WE43 magnesium alloy is formed by the L-PBF process, the laser energy input should be optimized according to the requirement of relative density (fusion quality). When the laser energy input is determined, the contour scanning indentation should be further determined according to the rod diameter (characteristic size) of the porous support, so as to improve the forming accuracy.
The geometrical error of porosity between the designed and fabricated porous scaffolds is within 10%. For the porous scaffolds with SG and LG units, the powder adhesion and roughness distribution on the surface are relatively uniform, and the spatial distribution of forming error is relatively consistent, which is more conducive to the subsequent process to remove the powder adhesion and improve the surface quality. There is a large deviation in the spatial distribution of the forming error of the porous scaffolds with Diamond and BCC units. The powder sticking is more serious at the connection of the support rod and the surface with a small suspension angle (Fig. 6). The compressive strength and modulus of elasticity of porous scaffolds are 17.6-37.6 MPa and 325-619 MPa, respectively, far lower than those of solid WE43 and equivalent to those of cancellous bone (Fig. 10). By designing the pore units with different shapes, sizes, porosity, and distributions, the mechanical properties of the porous scaffolds with the same appearance and size can be adjusted in a wide range so as to obtain the mechanical behavior most conducive to the application scene. Good process performance and forming quality are the fundamental guarantee to realize the design intention.
The results indicate that the L-PBF process for WE43 alloys has a promising prospect for the industrial application. Laser parameters and scanning strategy are optimized to achieve high formation quality and accuracy. The microstructures of the WE43 as-built parts show a great difference with those of the traditional manufactured ones.