
Jan Vanda, Jan ˇSevˇcík, Egidijus Pupka, Mindaugas ˇS ˇciuka, Andrius Melninkaitis, Martin Divok′y, Venkatesan Jambunathan, Stefano Bonora, V′aclav ˇSkoda, Antonio Lucianetti, Danijela Rostohar, Tomas Mocek, Valdas Sirutkaitis. Comparative LIDT measurements of optical components for high-energy HiLASE lasers[J]. High Power Laser Science and Engineering, 2016, 4(1): 01000e11
- High Power Laser Science and Engineering
- Vol. 4, Issue 1, 01000e11 (2016)
Abstract
1 Introduction
The laser-induced damage threshold (LIDT) is the highest quantity of laser radiation incident upon the optical component for which the extrapolated probability of damage is zero[
Although the LIDT testing is a part of common procedures conducted by optical component manufacturers, the components are not tested for these extreme radiation conditions provided by newly developed lasers. At HiLASE center the development of scalable kW-class diode-pumped solid-state pulsed lasers is taking place. In order to support both the laser system development and design of the LBDS, both stock components and prototyped parts developed at HiLASE center have been tested in a facility accessible in Vilnius through the LaserLab Europe initiative.
A number of different components were tested for the LIDT in multipulse regime (s-on-1), where the most important were mirrors and antireflection-coated (AR) windows. Components were tested under laser radiation conditions according to their intended use at ps and ns pulse lengths for
Sign up for High Power Laser Science and Engineering TOC. Get the latest issue of High Power Laser Science and Engineering delivered right to you!Sign up now
Tested components were provided both by commercial companies as their standard optical components as well as by various manufacturers as customized optics. Obtained LIDT values were very scattered and similar parts from different vendors demonstrated significant differences in damage threshold. All results will be used to identify respective components suitable for the HiLASE laser systems as well as for the further development of the LBDS.
2 Motivation
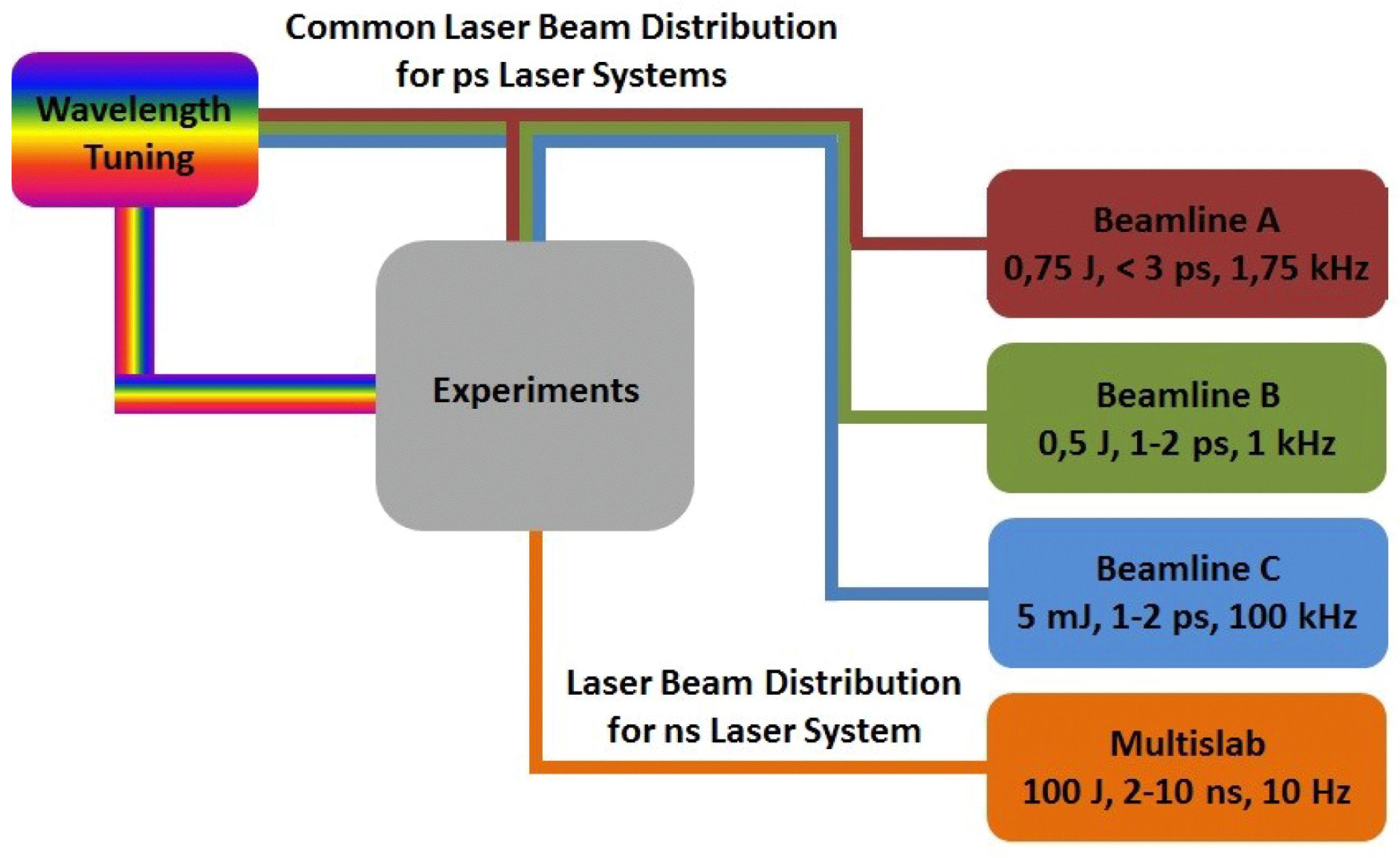
There are several laser systems within the HiLASE center with different demands regarding the LIDT of used components[
According to the intended use, all tested samples can be divided in two main testing batches—regime with pulse duration of 1 ps and 1 kHz repetition rate and regime with pulse duration 10 ns and 10 Hz repetition rate. This distribution also corresponds with the testing facility capabilities, where ps and ns measurements were realized at different setups. The goal of measurements is to evaluate and approve the components from certain manufacturers for use in respective laser systems (beamlines A–C and multislab). All samples, before testing, were cleaned with respect to the manufacturer recommendations in a clean environment (ISO class 7) by air blowing and drop and drag wiping technique using ethanol (99.7%) and lens tissues. The samples were then packed into dust-free optic storage boxes and kept sealed until testing.
2.1 Samples irradiated by ns pulses (multislab system)
Fifteen different optical components were prepared for the LIDT tests, representing parts required for the multislab laser system realization. In particular, samples included high reflective (HR) dielectric mirrors, AR-coated windows, thin film polarizers and dichroic beam splitters. Coatings and deposition methods were not specified, as the purpose of prepared tests is to show the performance of particular samples. In this paper, only LIDT measurements on HR dielectric mirrors and AR-coated windows will be discussed. These two types of samples are sufficient to demonstrate importance of the LIDT testing and to show the most important results. The test conditions summarized in Table
| Pulse | Maximal | Polarization | Repetition | Spot beam | Environment |
|---|---|---|---|---|---|
| length | pulses | state | rate | diameter | |
| per site | ( | ||||
| 10 ns | P | 10 Hz | 0.245 mm | Ambient air |
Table 1. Conditions for testing with nanosecond pulses.
The list of tested components specifying its type, dimensions and angle of incidence (AOI) is summarized in Table
| Sample no. | Type | Size/shape | AOI (deg.) |
|---|---|---|---|
| 09 | HR mirror | 45 | |
| 10 | AR window | 0 | |
| 13 | AR window | 0 | |
| 14 | AR window | 0 | |
| 15 | AR window | 0 | |
| 16 | AR window | 0 | |
| 18 | AR window | 25 mm/round | 0 |
| 22 | HR mirror | 40 mm/square | 0 |
Table 2. List of components tested at ns regime.
2.2 Samples irradiated by ps pulses (beamlines A–C)
Nine different optical components were prepared for the LIDT tests, and selected from metallic mirrors, hybrid mirrors and experimental dielectric AR coatings. Similar to the previous case, only LIDT measurements on metallic and hybrid mirrors will be discussed further. Coatings and deposition methods were not specified, as the purpose of prepared tests is to show the performance of particular samples.
Broadband mirrors (metallic and hybrid) are important for the future use of picosecond laser systems (see Figure
The following test conditions (see Table
| Pulse | Pulses | Polarization | Repetition | Spot beam | Environment |
|---|---|---|---|---|---|
| length | per site | state | rate | diameter ( | |
| 1 ps | P | 1 kHz | 0.042 mm | Ambient air |
Table 3. Conditions for testing with picosecond pulses.
| Sample no. | Type | Size/shape | AOI (deg.) |
|---|---|---|---|
| 01 | Hybrid mirror | 45 | |
| 02 | Hybrid mirror | 45 | |
| 03 | Hybrid mirror | 45 | |
| 05 | Protected silver mirror | 45 | |
| 07 | Protected gold mirror | 45 |
Table 4. List of components tested at ps regime.
In Table
2.3 Testing facility
The LIDT testing facility was kindly provided by the Vilnius University that was operated in cooperation with the company LIDARIS Ltd. The facility has well-settled testing stations according to ISO 21254 standard series recommendations (block scheme on Figure
The LIDT setup design follows the ISO recommendations both for the beam delivery and the specimen part. The LIDT measurement is fully automated, which significantly speeds up the testing process. Online damage detection is based on the detection of the scattered light, following ISO standard recommendations as well. The facility is equipped with a Nomarski type microscope for the optical inspection of specimens after the exposure, to check the data from the online damage detection. Overall, the facility allows reliable and reproducible LIDT testing of optical components for conditions under which tested optics is intended to be used.
3 Measurement and evaluation
3.1 Test conditions
A Nd:YAG laser provided pulses with duration of 10 ns and repetition rate of 10 Hz for the LIDT test. The emission wavelength of the laser was 1064 nm while tested samples were mentioned for use at 1030 nm. However, respective spectra of samples were known from manufacturers and all spans over 1064 nm. The spot diameter was set up at 0.245 mm at normal incidence (
An Yb:KGW laser with stretched pulse length 1 ps and repetition rate 1 kHz was the source for LIDT tests under ps pulses. The emission wavelength of the Yb:KGW system was 1030 nm. The spot diameter was set up at 0.048 mm at normal incidence, which allows over 2000 test sites on the surface of
3.2 Test procedure
All samples were mounted on a frame which was fixed at a XY motorized stage. The whole process of testing, including the positioning of the sample, the laser beam monitoring and the damage detection was software controlled. In a first step, the active area was divided according to the spot diameter to sites (as it can be seen in Figure
3.3 Data collection
When the testing procedure was finished, samples were observed by a Nomarski type microscope in order to check all sites. This step is necessary due to the inaccuracy of the damage detection based on a scattered light. The detection system can be, for example, confused by detecting the light scattered from dust particles in air or by detecting a reflected light from highly reflective samples under high pulse energies and detects false damage. Similarly, in the case of highly transparent samples, the damage detection system can miss the damage event because of a low scattered light intensity. Also, interference coming from the environment can affect the damage detection. In order to correct possible errors in detection of damaged sites, the images of the sample surface where damaged sites are recognized (Figure
| Sample | Damage threshold ( |
|---|---|
| 10 | 73 |
| 13 | 17 |
| 14 | 38 |
| 15 | 28 |
| 16 | 45 |
| 18 | 23 |
Table 5. Damage thresholds of AR-coated windows; linearly extrapolated values were rounded down to closest integer.
4 Results and discussion
4.1 Damage threshold of samples tested at 10 ns pulse length
Tables
| Sample | Damage threshold ( |
|---|---|
| 09 | 10 |
| 22 | 93 |
Table 6. Damage thresholds of HR dielectric mirrors, linearly extrapolated values were rounded down to the closest integer.
The most interesting samples for multislab nanosecond laser system at the actual state of the development were windows for vacuum chambers. As can be seen from the resulting table, the damage threshold values were quite scattered: samples with damage threshold below
Investigation of the surface of the sample 15 revealed scratches on the area of damaged spots, which most likely decreased the LIDT of this particular sample. Thereafter, particular spots with identified scratches were excluded from the LIDT extrapolation. However, no defects were found on the surfaces of remaining samples, which implies that the damage thresholds of other samples can be related with properties of manufactured coatings and substrates.
The procedure used for calculating the LIDT on AR windows was also used for the HR mirrors. In the development of multislab laser systems, one of the most critical optical components is the HR mirrors for the deformable mirror. There were two samples tested: the sample 09 was a common mirror from a commercial supplier, while the sample 22 was a prototype of dielectric mirror developed in cooperation with a research partner. Damage threshold difference between these two samples is extremely high (see Table
4.2 Damage threshold of samples tested at 1 ps pulse length
The same approach as in the case of LIDT measurements at 10 ns long pulses was used for the evaluation of results obtained from the ps testing setup. Results were again saved in excel tables, containing information about the site number, the damage status, the number of pulses and the laser fluence calculated from the laser energy and the spot diameter. Despite the beam diameter not matching ISO 21254 recommendations, probabilities and resulting extrapolation of damage thresholds were calculated according to this standard. Common protected metallic mirrors (the samples 05 and 07) can be used as a standard for further development, because their technology is well described and the LIDT is reproducible.
| Sample | Damage threshold ( |
|---|---|
| 02 | 0.55 |
| 03 | 1.25 |
| 05 | 0.47 |
| 07 | 0.51 |
Table 7. Damage thresholds of mirrors, linearly extrapolated values were rounded down to two decimals.
As can be seen from Figure
4.3 Damage morphology
Damage morphology is an integral part of the laser-induced damage tests, while it can point at damage precursors and causes[
The observed craters on all samples of interest represent typical damages of dielectric multilayers on dielectric substrate in the case of multipulse exposure at nanosecond pulse length scale. This type of damage is usually related to the evaporation and the plasma formation, which is linked to the thermally induced damage. Altered region around the crater is caused by redeposition of the high-pressure evaporated material[
In the case of metallic and hybrid mirrors one can easily observe some differences in the morphology of the crater. Unlike the nanosecond case, craters caused by the damage from picosecond pulses are more localized, with sharp edges corresponding to the beam diameter—the damage looks more like a hole drilled to the surface (see Figure
5 Conclusion
A considerable number of components intended for use in high-energy laser systems within HiLASE center were successfully tested. These optical components were mostly dielectric-coated windows (AR coating) or mirrors (HR on metallic or dielectric substrate). Damage threshold tests were conducted at ISO 21254-series standards compliant station, which ensured the reproducibility and the reliability of obtained results.
In the case of AR-coated windows tested under nanosecond pulses extremely high values of LIDT exceeding
A satisfactory performance of components tested under picosecond regime was also observed. Although the technology of producing hybrid mirrors is not well handled yet, prototypes under investigation demonstrated a significantly better damage threshold than common protected metallic mirrors. Therefore, there is reasoned assumption that such mirrors can be effectively used for broadband LBDSs.
References
[1]
[4] B. Wang, L. Gallais. Opt. Express, 21, 14698(2013).
[5] J. Vanda, O. Novak, A. Hervy, V. Skoda. Proc. SPIE, 9237, 92371B(2014).
[7] L. Gallais, J. Y. Natoli, C. Amra. Opt. Express, 10, 1465(2002).
[8] H. Krol, L. Gallais, C. Grezes-Besset, D. Torricini, G. Lagier. Opt. Eng., 46(2007).
[9] R. M. Wood. Laser-Induced Damage of Optical Materials(2003).
[10] H. He, H. Hu, Z. Tang, Z. Fan, J. Shao. Appl. Surf. Sci., 241, 442(2005).

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20