
Huiyu Chen, Min Qian, Youkuo Chen, Xin Wang, Jingping Tang, Lei Wen, Junjiang Hu, Wei Chen, Shubin Chen, Lili Hu. Monolithic edge-cladding process for the elliptical disk of N31-type Nd-doped high-power laser glass[J]. High Power Laser Science and Engineering, 2022, 10(2): 02000e14
- High Power Laser Science and Engineering
- Vol. 10, Issue 2, 02000e14 (2022)
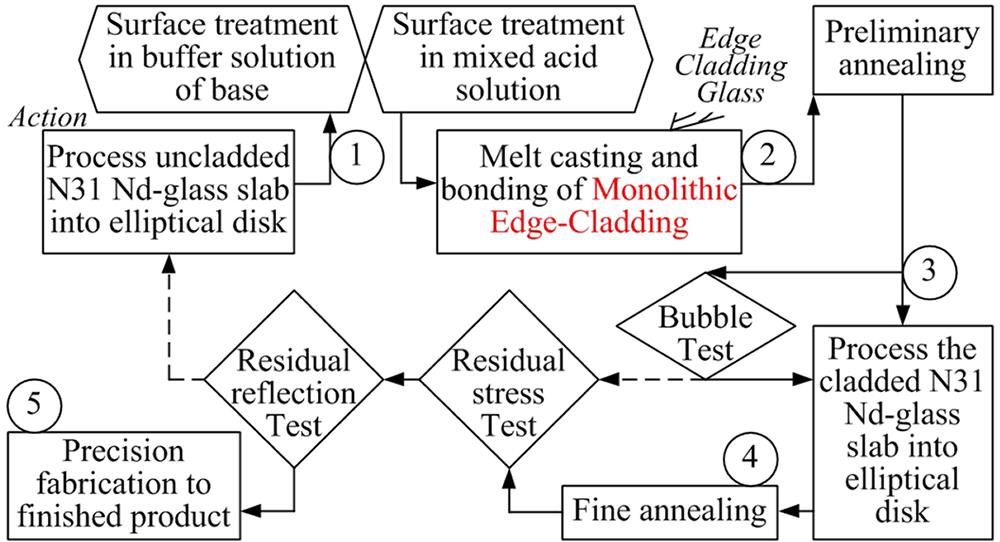
Fig. 1. Essential flow chart of the monolithic edge-cladding process for the elliptical disk of N31-type Nd-doped phosphate laser glass.
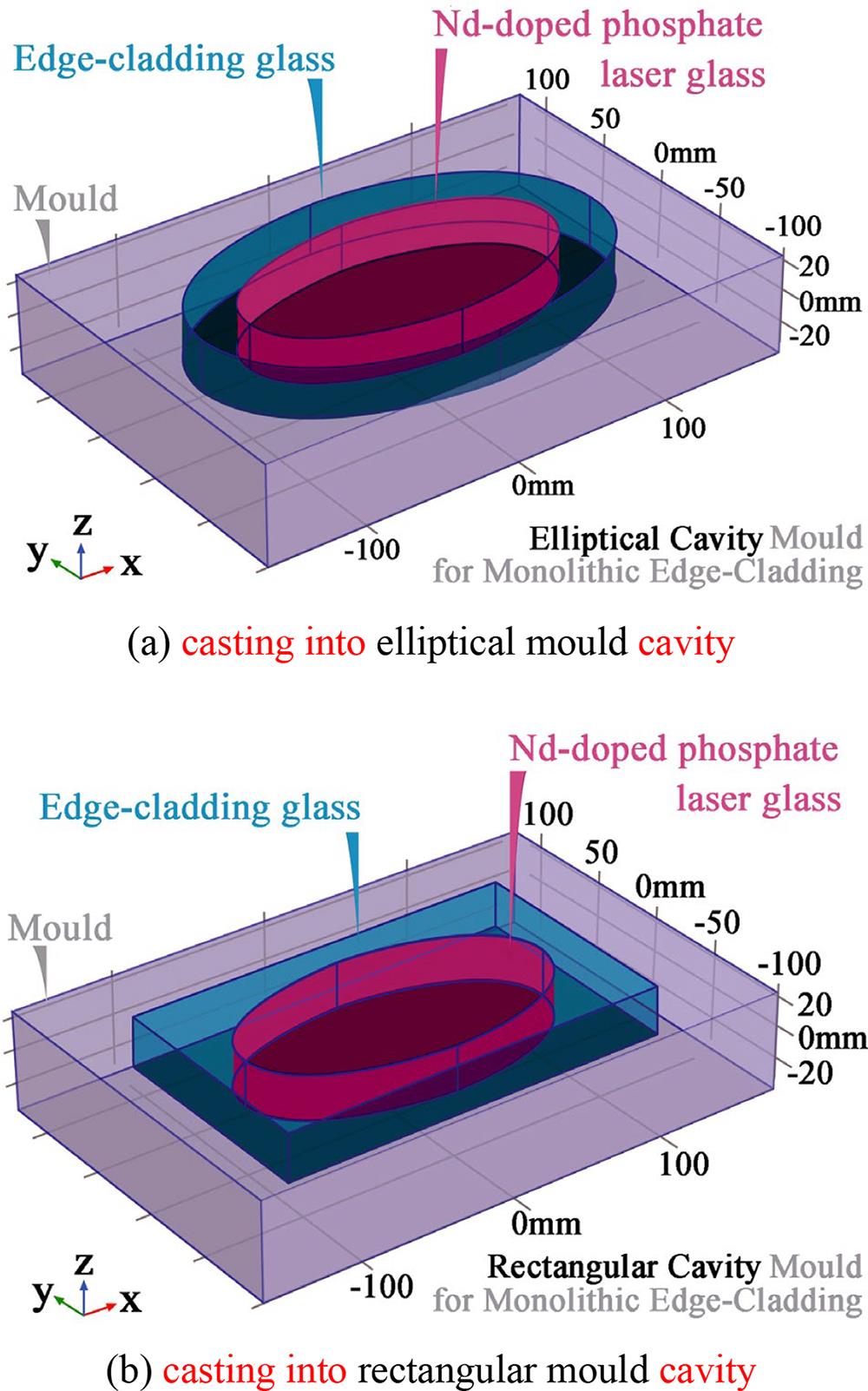
Fig. 2. Monolithic edge-cladding process by using (a) an elliptical cavity mould or (b) rectangular cavity mould, both for the same elliptical disks of N31-type Nd-doped laser glass, respectively installed in the elliptical or rectangular mould cavity.
Fig. 3. Numerically simulated thermal stress distribution over the N31 elliptical disk cladded in the (a) elliptical mould cavity or (b) rectangular mould cavity, when the casting temperature is 1000°C. The external (a) elliptical and (b) rectangular lines draw the contour of the applied mould cavities. The inner elliptical lines in (a) and (b) depict the N31 elliptical laser glass disk. Between these two lines, there is the edge-cladding glass.
Fig. 4. Numerically simulated thermal stress distribution over the N31 elliptical disk cladded in a rectangular mould cavity, when the casting temperature is (a) 900°C or (b) 1100°C. The external rectangular lines in (a) and (b) draw the contour of the applied mould cavity. The inner elliptical lines in (a) and (b) depict the N31 elliptical laser glass disk. Between these two lines, there is the edge-cladding glass.
Fig. 5. Determined 2D stress birefringence distributions over the N31 elliptical disk cladded in the rectangular cavity mould, when the casting temperature is at (a) 900°C, (b) 1000°C and (c) 1100°C, respectively. The contour of the N31 elliptical laser glass disk is outlined by a black bold line. Below each 2D stress distribution pattern, the statistical results for the determined point-to-point stresses over the disk are shown, including the maximum, minimal, root mean square, mean and standard deviation values, as well as the percentage distribution with the corresponding optical retardation indicated by the colour bar.
Fig. 6. Typical bubble distributions on the interface between edge-cladding glass and N31 laser glass when the casting temperature is at (a) 900°C, (b) 1000°C and (c) 1100°C. The statistical bar chart of the observed 72 micrographs for each casting temperature is respectively shown below each typical micrograph.
Fig. 7. Determined residual reflectivity for the cladding interface of the N31 elliptical disk cladded by using different casting temperatures of (a) 900°C, (b) 1000°C and (c) 1100°C.
Fig. 8. Determined 2D stress birefringence distributions over the monolithic edge-cladding N31 elliptical disk after fine annealing. Cladded in a rectangular cavity mould with the casting temperature of 1000°C, and then 1 week of fine annealing at (a) 451°C, (b) 488°C or (c) 520°C, respectively. The contour of the N31 elliptical laser glass disk is outlined by a black bold line. Below each 2D stress distribution pattern, the statistical results for the determined point-to-point stresses over the disk are shown, including the maximum, minimal, root mean square, mean and standard deviation values, as well as the percentage distribution with the corresponding optical retardation indicated by the colour bar.
Fig. 9. Monolithic edge-cladding N31 elliptical disks with the size of 200 mm × 108 mm × 40 mm. The thickness of the cladding layer can be about 2–20 mm as designed.

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20