
Jiaming Yu, Yongqiang Yang, Trofimov Vyacheslav, Di Wang, Jinhui Huang, Yan Wang, Hanxiang Zhou. Laser Powder Bed Fusion Fabrication of Sn‑3.0Ag‑0.5Cu (SAC305) Alloys Without Protective Atmosphere: Process and Mechanical Properties[J]. Chinese Journal of Lasers, 2023, 50(24): 2402303
- Chinese Journal of Lasers
- Vol. 50, Issue 24, 2402303 (2023)
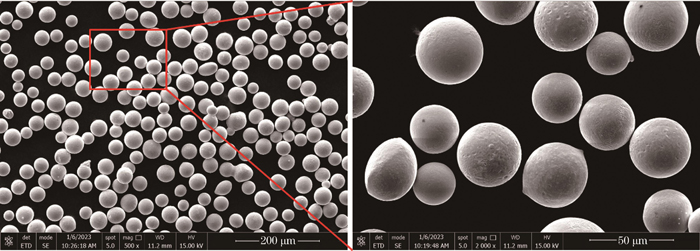
Fig. 1. SEM images of SAC305 powder
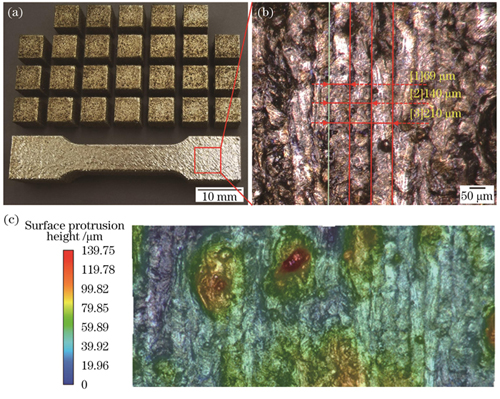
Fig. 2. Surface morphology of LPBF fabricated SAC305 samples. (a) SAC305 samples and tensile specimen; (b) local amplification of tensile specimen; (c) surface morphology of tensile specimen
Fig. 3. Top-surface morphologies of LPBF fabricated SAC305 samples at different process parameters. (a) Laser power of 30 W and scanning speed of 500 mm∙s-1; (b) laser power of 30 W and scanning speed of 700 mm∙s-1; (c) laser power of 30 W and scanning speed of 1100 mm∙s-1; (d) laser power of 25 W and scanning speed of 1300 mm∙s-1; (e) laser power of 20 W and scanning speed of 1300 mm∙s-1; (f) laser power of 15 W and scanning speed of 1300 mm∙s-1
Fig. 4. Density distributions of SAC305 samples under different LPBF process windows
Fig. 5. Compactness and conductivity of LPBF fabricated SAC305 samples. (a) Laser energy density versus relative density; (b) relative density versus conductivity; (c) mechanism of influence of pore defect on conductivity
Fig. 6. Mechanical properties of LPBF fabricated SAC305 alloy. (a) Stress-strain curves under different process parameters; (b) mechanical properties under different process parameters
Fig. 7. Fracture morphologies of SAC305 tensile specimens under different LPBF process parameters. (a) Laser power of 30 W and scanning speed of 500 mm∙s-1; (b) laser power of 30 W and scanning speed of 900 mm∙s-1; (c) laser power of 30 W and scanning speed of 1300 mm∙s-1; (d) laser power of 15 W and scanning speed of 500 mm∙s-1
Fig. 8. XRD spectra of LPBF fabricated SAC305 samples. (a) XRD spectra of SAC305 sample processed under laser power of 30 W and scanning speed of 500 mm∙s-1; (b) XRD spectra of samples under different laser powers
Fig. 9. SEM image and element distribution maps of LPBF fabricated SAC305 sample. (a) Longitudinal section of sample processed under laser power of 30 W and scanning speed of 500 mm∙s-1; (b) element distribution maps
Fig. 10. EDS line scanning. (a) Scanning position; (b) analysis results
Fig. 11. Spatter during LPBF formation of SAC305 alloy under different process parameters. (a) Laser power of 30 W and scanning speed of 900 mm∙s-1 (formed tensile specimen); (b) laser power of 30 W and scanning speed of 900 mm∙s-1 (formed cube sample); (c) laser power of 30 W and scanning speed of 500 mm∙s-1 (formed tensile specimen); (d) laser power of 15 W and scanning speed of 900 mm∙s-1 (formed cube sample)
Fig. 12. Mechanism diagram of forming SAC305 by LPBF without protective atmosphere
|
Table 1. Parameters of equipment
|
Table 2. Chemical compositions of SAC305 alloy
|
Table 3. Process parameters of LPBF forming SAC305 samples

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20