Welding technology is essential for equipment assembly and repair in nuclear-power engineering. To reduce the influence of nuclear radiation, it is necessary to perform underwater welding and repair of in-service nuclear power facilities. Commonly used methods include argon tungsten arc and laser welding. Owing to the long transmission distance and good accessibility of laser welding, it has application significance. Underwater welding is divided into wet, dry, and local dry methods. The local dry method exhibits good quality, low cost, and good prospects. Therefore, in this study, underwater local dry equipment is designed and developed to evaluate the influence of laser welding parameters on the microstructure and properties and to provide technical guidance for underwater welding and repair of nuclear power equipment.
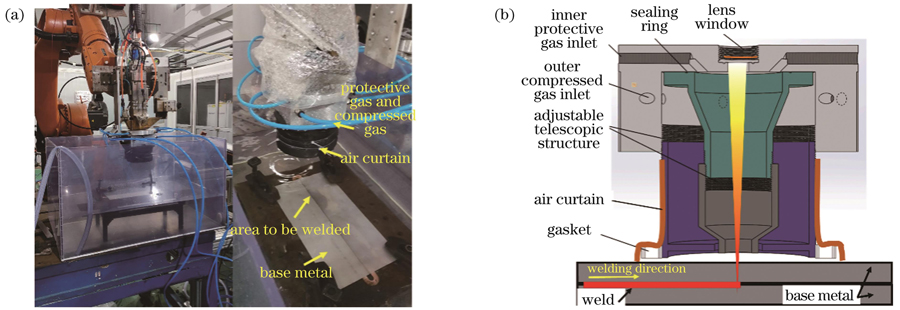
In this study, independently designed double-layer drainage was used in the local dry underwater laser welding of 316L stainless steel with a thickness of 3 mm. First, the appropriate welding parameters were obtained on land, and the influence of the drainage air pressure on the welding quality was explored under these laser welding parameters. Finally, the welding quality at different water depths was evaluated, and the weld seam forming quality, microstructure distribution, microstructure evolution, and mechanical properties of the joint were analyzed.
In terms of the weld formation, compared with welding on land, the effective heat input was decreased owing to insufficient drainage under a low drainage air pressure of 0.3 MPa and a water depth of 35 mm. Thus, the base material hardly melted under these parameters (Fig. 3), and pores were found in the weld (Fig. 4), resulting in unstable weld surface formation. With an increase in water depth, the area of the fusion zone was reduced to 4.7 mm2. In terms of the microstructure, typical austenite and δ-ferrite were formed in the weld (Fig. 7), which is consistent with the Schaeffler diagram (Fig. 6). Compared with observations for welding on land, evident dendrites with larger sizes and spacings were formed in the weld with increasing water depth. Widmanstatten austenite was obtained under a low drainage air pressure of 0.3 MPa and water depth of 35 mm owing to the higher cooling rate of the molten pool. The tensile strength of the welded joints obtained by welding on land was 595 MPa, and fractures occurred in the base metal (Fig. 9). A poor tensile strength was obtained when the drainage air pressures were 0.3 and 0.4 MPa, whereas a high tensile strength (584 MPa) was obtained under 0.5 MPa. The fracture surface of the tensile specimen obtained under 0.3 MPa of drainage air pressure was dominated by intergranular fracture morphology, indicating a brittle fracture mode and poor ductility (Fig. 11). However, the fracture surface of the specimen under 0.4 and 0.5 MPa presented dimples and micro-crack morphology, indicating better tensile properties. Additionally, a fracture of the welded joint at a water depth of 15 mm occurred in the base metal. With a continuous increase in water depth, the tensile strength and ductility decreased to 547 MPa and 31.8%, respectively.
High-quality underwater welding of 316 L stainless steel was achieved using an independently designed local dry device. By adjusting the welding parameters, we deduced that the best drainage effect was achieved at a drainage air pressure of 0.5 MPa. Meanwhile, the base metal was melted, and the mechanical properties of the welded joints were satisfactory. The area of the fusion zone increased with an increase in drainage air pressure. The microstructure of the weld consisted of austenite and ferrite. The heat-affected zone was barely formed owing to the high cooling rate of the molten pool. The highest tensile strength of 584 MPa was obtained at a drainage air pressure of 0.5 MPa. With an increase in water depth, larger dendrites and greater dendrite spacing were obtained owing to the higher cooling rates. Moreover, Widmanstatten austenite was formed at a water depth of 35 mm. The tensile strength of the welded joints was 547 MPa (90% of the joints were welded on land). At a water depth of 15 mm, the fracture of the joint occurred in the base metal, achieving satisfactory properties, including good tensile strength and ductility.