
Meng Dou, Yun Lu, Xuecai Wang. Forming Processes and Properties of Selective Laser Melted W-Re Alloy[J]. Laser & Optoelectronics Progress, 2022, 59(1): 0114003
- Laser & Optoelectronics Progress
- Vol. 59, Issue 1, 0114003 (2022)
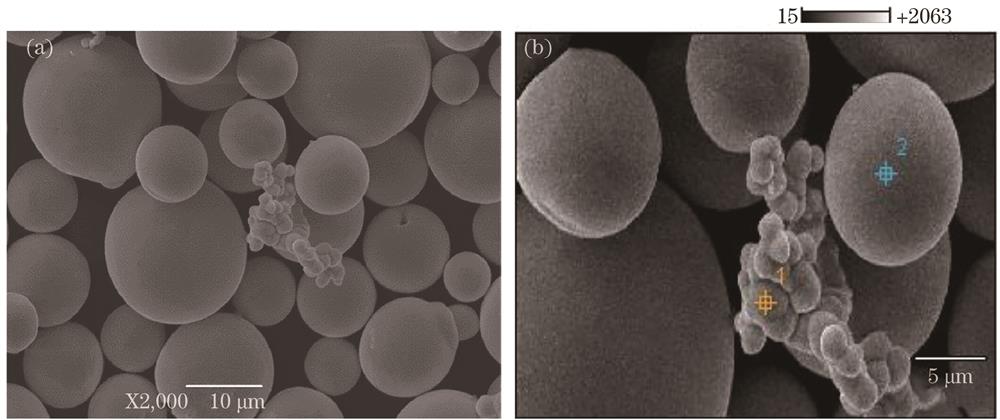
Fig. 1. W-Re alloy mixed powder. (a) Microstructure; (b) energy spectrum
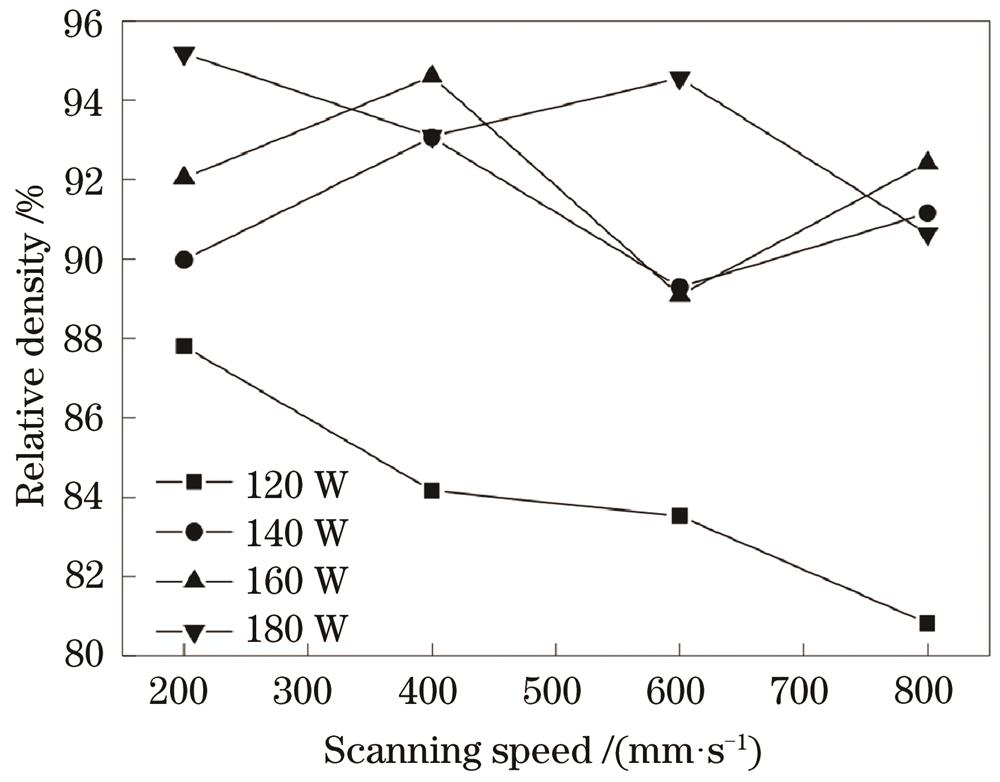
Fig. 2. Density of W-Re alloy parts with different laser powers and scanning speeds
Fig. 3. Density of W-Re alloy with different scanning intervals
Fig. 4. Comparison of densities of W-Re alloy and pure W samples with each parameter number under same process parameters
Fig. 5. Vickers hardness under different laser powers and scanning speeds
Fig. 6. Metallographic photos of same scanning speed and different laser powers. (a) P=120 W; (b) P=160 W; (c) P=180 W
Fig. 7. Comparison of Vickers hardness of samples with different parameter numbers of pure W and W-Re alloy parts under same process parameters
Fig. 8. Experimental results. (a) XRD pattern of selective laser melting of W-Re alloy samples and pure W samples at different laser powers; (b) partial enlarged view; (c) XRD pattern of W-Re powder
Fig. 9. Metallographic photos. (a) P=120 W, v=200 mm/s; (b) P=190 W, v=600 mm/s
Fig. 10. Metallographic photos of different laser powers. (a) P=120 W; (b) P=140 W
Fig. 11. Microcracks observed by SEM. (a) W-Re alloy P=180 W, v=400 mm/s; (b) pure W P=180 W, v=600 mm/s
|
Table 1. Mass distribution of marked points in mixed powder (mass fraction, %)
|
Table 2. Corresponding relationship between sample number and process parameters

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20