With the rapid development of the aerospace, ship, power, and energy fields, single-crystal Ni-based superalloys have been widely used in aeroengine and gas turbine components because of their excellent comprehensive performance. This has resulted in an increase in the quality requirements for related microhole structures, which has translated to higher processing technology requirements. Waterjet-guided laser drilling technology, when compared with other traditional microhole processing techniques, such as electrochemical machining, electrical discharge machining, and “dry laser” processing, has the advantages of a large working distance, no thermal damage, neat cutting, and no obvious taper. However, the high specific strength and low thermal conductivity of single-crystal Ni-based superalloys make them prone to defects such as poor microhole surface morphologies and large tapers during processing. Hence, it is crucial to investigate the effects of the processing parameters on the microhole surface morphologies and taper for high-quality machining of superalloy microholes.
This study investigates the mechanism and experimental research of waterjet-guided laser drilling of the single-crystal Ni-based superalloy, DD91. First, the effects of the laser single-pulse energy, scanning speed, feed time, and scanning time on the surface morphologies and tapers of microholes are studied by setting up single-factor experiments. Then, based on the single-step spiral scanning mode [Fig.2(a)], a multistep spiral scanning mode drilling method [Fig.2(b)] is proposed to improve the defects of poor microhole surface morphologies and large tapers. In the multistep spiral scanning mode, the coupled energy beam repeatedly scans the innermost circle (circle 1) N times, cut across the material to form a prefabricated hole at the center of the microhole, and then scans the second circle (circle 2) to the outermost circle (circle N) N times with a single-step spiral scanning mode to complete the processing of the filling circle and hence widen the aperture and improve the microhole geometry. Finally, the quality of microhole machining via the single/multistep spiral drilling methods is compared under the appropriate processing parameters. The microhole surface morphologies are observed using optical microscope, the entrance and exit apertures are measured via ultra-depth-of-field microscope, and the corresponding taper is calculated.
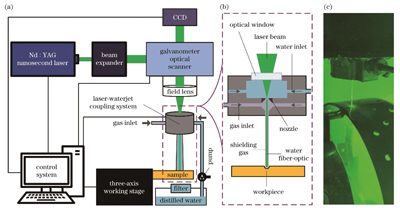
During waterjet-guided laser trepanning on metals, material removal is dominated by laser ablation through mechanisms such as photothermal mechanisms, including material melting, evaporation, and sublimation. The water jet, with its high heat capacity, can provide good heat management as well as clean molten material and debris from the ablation zone (Fig.3). As the laser single-pulse energy increases, the material removal rate also increases, which enlarges the exit diameters and causes the taper to increase (Fig.5). A pulse energy that is too low will lead to serious microhole surface morphology damage (Fig.4). With an increase in scanning speed, the ablation time per unit area decreases, which leads to a worsening of the circularity of the hole (Fig.7), a decrease in the exit diameter, and an increase in the taper (Fig.6). As shown in Fig. 9, the entrance diameters of the microholes are all steady at approximately 1025 μm, regardless of how many feeds are applied. The exit diameters increase with an increasing number of feeds and reach a saturation value (approximately 1000 μm) after the feed time is over 6 (Fig.9). Multiple feeds can improve the circularity of the microhole (Fig.8). When the scanning time is 1, the microhole taper is smallest, but the dimensional accuracy is low. With an increase in the scanning times, the quality of the microhole deteriorates, the entrance aperture decreases linearly, the exit aperture first decreases and then becomes saturated, and the taper of the microhole first increases and then decreases (Figs.10 and 11). Based on the above results, the appropriate processing parameters are selected to compare the quality of microhole machining via the single/multistep spiral drilling methods. The surface morphologies and taper of the microhole processed using the multistep spiral drilling method are obviously improved (Fig.12 and Table 2). This is because a prefabricated hole at the center of the microhole can discharge debris and water from the bottom of the hole, reduce the interference with laser transmission, and improve the surface morphologies and taper of the microhole.
The variations in the laser single-pulse energy, scanning speed, feed time, and scanning time on the surface morphologies and taper of microholes using the single spiral drilling method are investigated. A multistep spiral scanning mode drilling method is proposed to improve the defects of poor microhole surface morphologies and large tapers caused by the single-step spiral scanning mode. The quality of microhole machining using the single/multistep spiral drilling methods is compared under appropriate processing parameters. The experiments indicate that increasing the single-pulse energy and reducing the scanning speed can improve the surface morphology of microholes and reduce the microhole taper. With an increase in the feed times, the surface morphology of the microhole gradually improves, and the microhole taper initially decreases and then saturates. As the number of scanning rounds increases, the surface morphology of microhole gradually deteriorates, and the microhole taper first increases and then decreases. The taper of microholes processed using the multistep spiral method is only 0.29°, which is a 70% reduction compared to that using the single-step spiral method, and the dimensional deviation and roundness are controlled within 20 μm.