
Xiaohui Han, Zhiyi Zhang, Guolong Ma, Laijun Wu, Xiaoguo Song, Houqin Wang, Caiwang Tan. Effects of Heat Source Angle on Weld Formation and Porosity Defects of Laser-MIG Hybrid Welding of 6A01 Aluminum Alloy[J]. Chinese Journal of Lasers, 2022, 49(2): 0202020
- Chinese Journal of Lasers
- Vol. 49, Issue 2, 0202020 (2022)
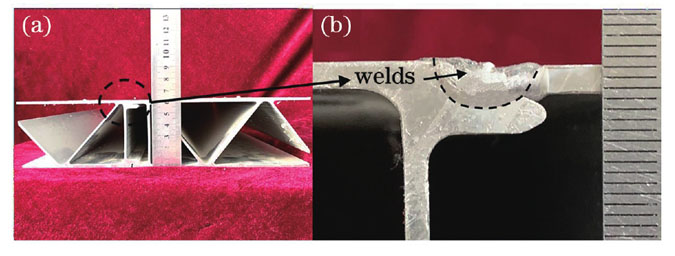
Fig. 1. Aluminum extrusions. (a) Appearances; (b) welds
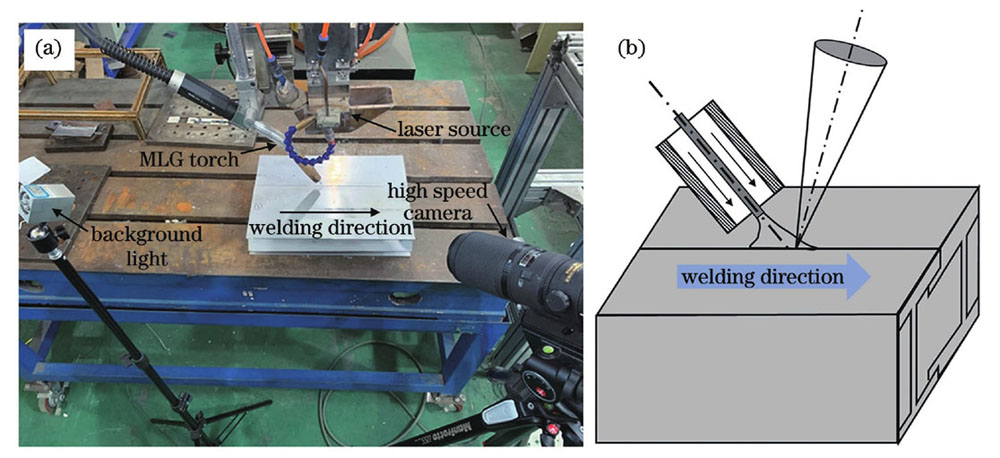
Fig. 2. Laser-MIG hybrid welding processing
Fig. 3. Angle settings of the heat source in six tests. (a) Test 1; (b) test 2; (c) test 3; (d) test 4; (e) test 5; (f) test 6
Fig. 4. Weld appearances and cross-sections under different angle settings. (a) Test 1, α=82.5°,β=120°;(b) test 2, α=82.5°,β=140°;(c) test 3, α=70°,β=140°;(d) test 4, α=97.5°,β=120°;(e) test 5, α=97.5°,β=140°; (f) test 6, α=110°,β=140°
Fig. 5. Weld depth and width under different angle settings
Fig. 6. Steps for calculating weld porosity. (a) Cross-sections; (b) gray level image; (c) threshold segmentation
Fig. 7. Cross-sections and binary images of welds under different angle settings. (a) Test 1, α=82.5°,β=120°;(b) test 2, α=82.5°,β=140°;(c) test 3, α=70°,β=140°;(d) test 4, α=97.5°,β=120°;(e) test 5, α=97.5°,β= 140°;(f) test 6, α=110°,β=140°
Fig. 8. Porosity of welds under different angle settings
Fig. 9. Electricity signals, metal transfer and weld pool of welds under different angle settings. (a) Test 1, α=82.5°,β=120°;(b) test 2, α=82.5°,β=140°;(c) test 2, α=70°,β=140°;(d) test 4, α=97.5°,β=120°;(e) test 5, α= 97.5°,β=140°;(f) test 6, α=110°,β=140°
Fig. 10. Fluent finite element simulation analysis modeling process. (a) Welding model; (b) meshing; (c) droplet settings
Fig. 11. Simulation results of the cross-sections and weld pool of welds under different angle settings. (a) Test 1, α=82.5°,β=120°;(b) test 2, α=82.5°,β=140°;(c) test 3, α=70°,β=140°;(d) test 4, α=97.5°,β=120°; (e) test 5, α=97.5°,β=140°;(f) test 6, α=110°,β=140°
Fig. 12. Comparison of simulation results and measured results of the weld depth and width. (a) Weld width; (b) weld depth
|
Table 1. Chemical composition of used materials (mass fraction, %)
|
Table 2. Processing parameters of laser-MIG hybrid welding

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20