The Inconel 690 alloy has been widely used to manufacture nuclear steam generator tubes of pressurized water reactors and components of boiling water reactors owing to its excellent performance. However, corrosion and wear lead to local component damage during long-term operation under a high-temperature environment. Underwater repair can significantly reduce the amount of radiation exposed during the maintenance work. Compared with traditional underwater arc welding, underwater laser welding has the advantages of high control accuracy, wide range of welding materials, accurate control of heat input, a small heat-affected zone, and low residual stress. However, laser welding conducted directly under water aggravates the problem of porosity. Therefore, in this study, a gas drainage hood is used to drain the water around both sides of a welding sample, in order to provide protection during the underwater local dry laser welding of the Inconel 690 alloy.
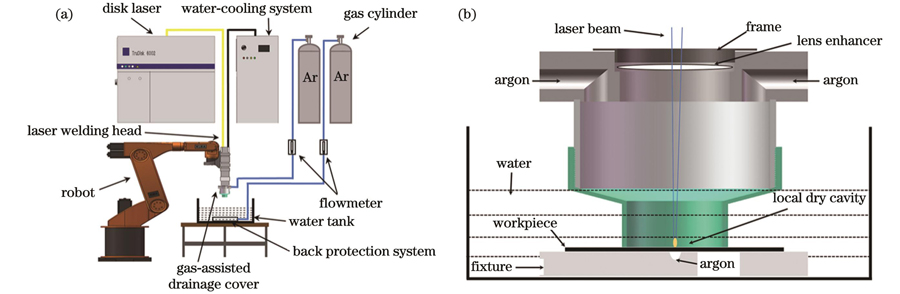
The underwater local dry laser welding of the Inconel 690 alloy with the gas-assisted drainage device is carried out. During the laser welding process, the entire gas-assisted drainage cover is fixed under the welding head by a self-designed fixture. When argon flows from the nozzle, water is discharged and a local dry chamber is formed. Argon simultaneously serves as a shielding gas. The back protection system of a clamp fills with argon and discharges water from the area to be welded, wherein argon provides protection during the laser welding process. The effects of heat input and defocusing amount on weld formation, welding defect generation, and mechanical properties of the Inconel 690 alloy joint are studied by a single factor control method. Moreover, the process parameters of underwater local dry laser welding are optimized. Finally, the feasibility of underwater welding is proven by comparing the microstructures and welding properties of the underwater and onshore welded joints prepared under the same process parameters.
As the heat input increases, the width of the weld increases; the width of the top area increases owing to the Marangoni flow of the molten pool and the eruption of metal vapor (Fig.4). The grain size of the weld decreases with the decrease in the heat input, causing the mechanical properties to increase (Fig.6). The crystal morphology of the weld changes from planar to cellular to dendritic (Fig.7). With the increase in the defocusing amount, the weld width changes. When the defocusing amount is 0 mm, the highest mechanical properties are achieved. The optimized parameters of 0.03 kJ/mm heat input and 0 mm defocusing amount are used for underwater and onshore welding. Significant element segregation occurs between the dendrites in the weld zone of the onshore welded joints. However, due to the rapid cooling effect induced by water, the element segregation between the dendrites of the underwater welded joints is improved, and the element segregation in grains is more serious (Fig. 14). The mechanical properties of the underwater welded joints are similar to those of the onshore welded joints, and the microhardnesses of the weld zones of the underwater welded joints are significantly higher than those of the onshore welded joints.
The underwater local dry laser welding of the Inconel 690 alloy is conducted using a gas-assisted drainage device. The effects of the heat input and defocusing amount on weld formation, cross-sectional geometry, butt joint defects, and mechanical properties are investigated to optimize the process parameters. The results show that the heat input has a considerable effect on the width of the weld, and the Marangoni flow of the molten pool and the eruption of metal vapor lead to the increase in the width of the top area. The crystal morphology of the weld changes from flat to dendritic. As the heat input during welding decreases, the grain size of the weld decreases, while the mechanical properties continue to increase. The width of the weld changes with the increase in the defocusing amount. When the defocusing amount is zero, the joint exhibits the highest mechanical properties. The joint microstructures obtained through underwater and onshore welding consist of cellular crystals, columnar crystals, and dendrites. Cr and Ni segregation occurs between the dendrites in the onshore welded joints. The water-induced rapid cooling during underwater welding helps to improve the segregation degree of alloying elements between the joint dendrites, but worsens the intracrystalline segregation of the alloying elements. Using the optimized welding process parameters, the tensile strength of the underwater welded joints is similar to that of the onshore welded joints, the impact toughness reaches 90% of the onshore welded joints, and the microhardness of the underwater welded joints is higher than that of the onshore welded joints.