
Ye Ma, Cheng Lei, Ting Liang, Pengfei Ji, Yuqiao Liu, Bingyan Wang, Guofeng Chen. Sapphire Through‐Hole Machining with 355 nm All‐Solid‐State Ultraviolet Nanosecond Laser[J]. Chinese Journal of Lasers, 2023, 50(4): 0402022
- Chinese Journal of Lasers
- Vol. 50, Issue 4, 0402022 (2023)
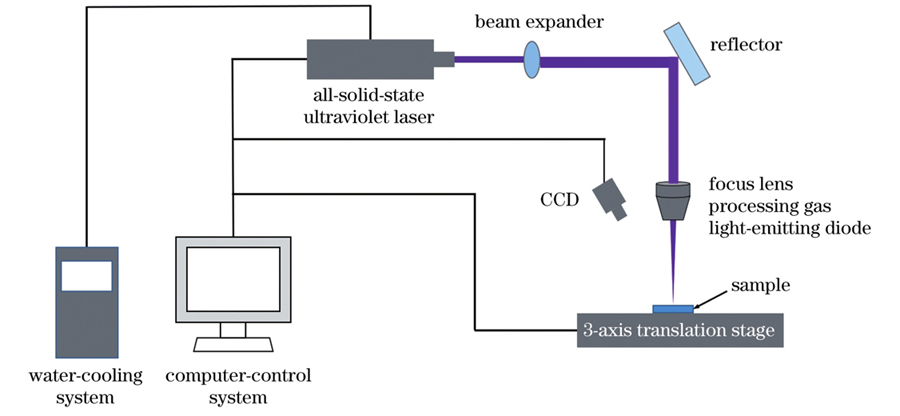
Fig. 1. Schematic of ultraviolet micro machining system
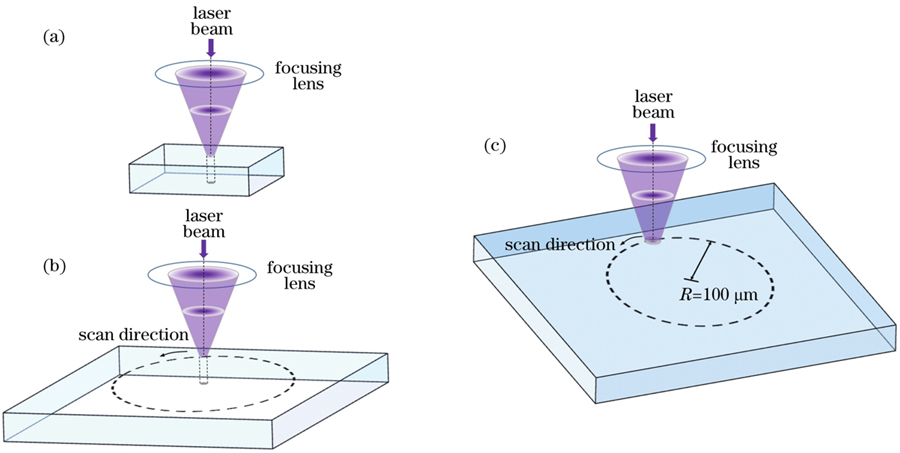
Fig. 2. Schematics of laser machining. (a) Shock drilling; (b) rotary cutting and drilling; (c) spiral drilling
Fig. 3. SEM and 3D images of through-hole. (a) SEM image of through-hole surface; 3D images of (b) through-hole surface,
Fig. 4. SEM images of through-holes processed under different energy densities. (a) 27.68 J/cm2; (b) 29.57 J/cm2; (c) 31.12 J/cm2;
Fig. 5. Morphologies of sapphire through-holes processed under different laser repetition frequencies
Fig. 6. SEM image of drilling failure when energy density and repetition frequency of laser is 32.59 J/cm2 and 45 kHz, respectively
Fig. 7. Surface morphologies of sapphire micro through-holes processed under different laser scanning speeds
Fig. 8. Cross-section SEM images and tapering angles of sapphire micro through-holes processed under different laser scanning speeds. (a) 0.9 mm/s; (b) 0.7 mm/s; (c) 0.5 mm/s; (d) 0.3 mm/s; (e) 0.1 mm/s; (f) through-hole tapering angle versus laser scanning speed
Fig. 9. Morphology image of sapphire through-hole under optimal parameter conditions. (a) SEM amplification image of through-hole edge; (b) three-dimensional image of through-hole morphology
|
Table 1. Main technical parameters of ultraviolet laser
|
Table 2. Relationship between laser pulse width and repetition frequency
|
Table 3. Relationship between laser pulse overlap rate and scanning speed
|
Table 4. Comparisons of sapphire through-holes processed by ultraviolet nanosecond laser with results in literatures

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20