
Caiwang Tan, Shijia Wang, Jianhui Su, Xiaohui Han, Bo Chen, Xiaoguo Song. Single Side Resistance Spot Welding Process and Performance of Stainless Steel and Glass Fiber Reinforced Plastics Based on Laser Texturing[J]. Chinese Journal of Lasers, 2024, 51(16): 1602101
- Chinese Journal of Lasers
- Vol. 51, Issue 16, 1602101 (2024)
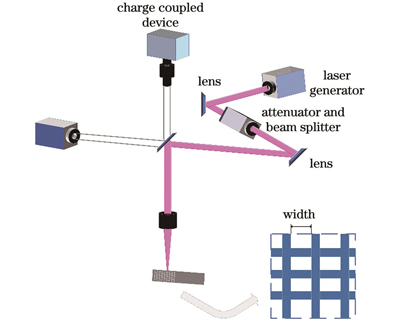
Fig. 1. Schematic of micro-texture preparation by nanosecond laser
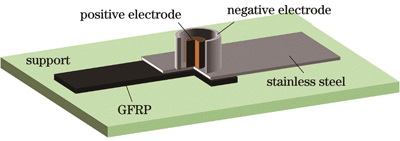
Fig. 2. Schematic of single-side resistance spot welding
Fig. 3. Schematic of tensile-shear testing on SUS304/GFRP joint by single-side resistance spot welding
Fig. 4. 3D morphologies of micro-textures with different widths on stainless surface. (a) Untreated; (b) 0.1 mm; (c) 0.2 mm; (d) 0.3 mm; (e) 0.4 mm; (f) 0.5 mm
Fig. 5. Contact angles of molten GFRPs on SUS304 surfaces with different micro-texture widths
Fig. 6. Macroscopic morphologies of typical stainless steel /GFRP joint. (a) Front surface; (b) back surface
Fig. 7. Optical morphologies of typical stainless steel/GFRP joints at interface under different micro-texture widths. (a) Untreated; (b) 0.1 mm; (c) 0.2 mm; (d) 0.3 mm; (e) 0.4 mm; (f) 0.5 mm
Fig. 8. SEM morphologies of interfaces of typical stainless steel/GFRP joints with different micro-texture widths. (a) 0.1 mm; (b) 0.2 mm; (c) 0.3 mm; (d) 0.4 mm; (e) 0.5 mm
Fig. 9. Elements distributions of interfaces of typical stainless steel/GFRP joints along different paths. (a) Line 1; (b) line 2; (c) line 3; (d) line 4
Fig. 10. Tensile-shear force values of stainless steel/GFRP joints with different micro-texture widths
Fig. 11. 3D fracture images of SUS304/GFRP joints
Fig. 12. Fracture morphologies of typical stainless steel/GFRP joints. (a1)‒(a3) Fracture at GFRP side without micro-texture; (b1)‒(b3) fracture at stainless steel side without micro-texture; (c1)‒(c3) fracture at stainless steel side with micro-texture; (d1)‒(d3) fracture at GFRP side with micro-texture
Fig. 13. Mechanism of single-side resistance spot welding of stainless steel/GFRP under micro-texture control. (a) Macroscopic heat conduction joining; (b) untreated; (c) micro-texture width is suitable; (d) micro-texture width is wide or narrow
|
Table 1. Chemical compositions of 304 stainless steel
|
Table 2. Process parameters of laser texturing platform
|
Table 3. Process parameters of single-side resistance spot welding

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20