
Liangliang Zhang, Minjie Wang, Jiaqi Zhang, Jianye Liu, Liuhui Niu, Jinhai Wang. Effect of Defocus Distance on Formability of CX Maraging Stainless Steel by Selective Laser Melting[J]. Chinese Journal of Lasers, 2021, 48(22): 2202020
- Chinese Journal of Lasers
- Vol. 48, Issue 22, 2202020 (2021)
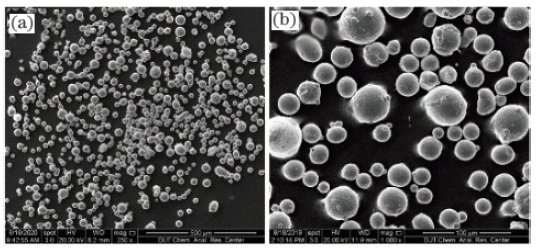
Fig. 1. SEM morphology of CX stainless steel powder. (a) Low magnification 250×; (b) high magnification 1000×
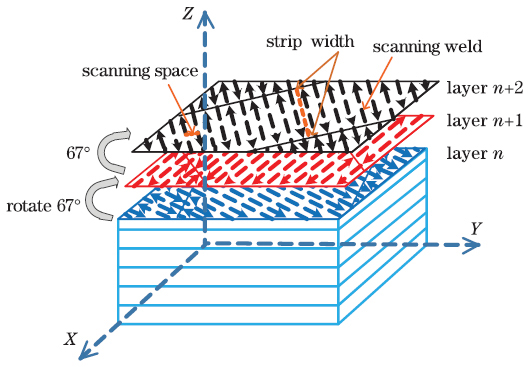
Fig. 2. Schematic of scanning strategy
Fig. 3. Schematic of defocus distance
Fig. 4. SLM process window of CX stainless steel
Fig. 5. Results of single weld channel test
Fig. 6. Optical micrographs of single weld channel section in stable melting zone Ⅱ. (a) P=200 W,V=1000 mm/s;(b) P=250 W,V=1100 mm/s;(c) P=350 W,V=1300 mm/s;(d) P=400 W,V=1400 mm/s;(e) P=300 W, V=1200 mm/s;(f) P=300 W,V=1100 mm/s;(g) P=300 W,V=1000 mm/s
Fig. 7. Optical micrographs of single weld channel section in severe melting zone Ⅰ and incomplete melting zone Ⅲ. (a) P=300 W,V=900 mm/s;(b) P=350 W,V=1000 mm/s;(c) P=400 W,V=1000 mm/s;(d) P=200 W,V=1400 mm/s;(e) P=300 W,V=1500 mm/s;(f) P=400 W,V=1600 mm/s
Fig. 8. Density of samples under different defocus distances
Fig. 9. Hardness of samples under different defocus distances
Fig. 10. Optical micrographs of sample cross section under different defocus distances.(a) 0;(b) 1.5 mm; (c) 2.5 mm;(d) 3.5 mm;(e) 4.5 mm
Fig. 11. Optical micrographs of sample longitudinal section under different defocus distances.(a) 0;(b) 1.5 mm; (c) 2.5 mm;(d) 3.5 mm;(e) 4.5 mm
Fig. 12. Surface roughness of samples under different defocus distances
Fig. 13. SEM morphology of the sample surface under different defocus distances.(a) 0;(b) 1.5 mm;(c) 2.5 mm; (d) 3.5 mm;(e) 4.5 mm
Fig. 14. Metallographic corrosion morphology of sample cross sections under different defocus distances. (a) 0;(b) 1.5 mm;(c) 2.5 mm;(d) 3.5 mm;(e) 4.5 mm
Fig. 15. Metallographic corrosion morphology of sample longitudinal sections under different defocus distances. (a) 0;(b) 1.5 mm;(c) 2.5 mm; (d) 3.5 mm;(e) 4.5 mm
Fig. 16. XRD spectra of samples under different defocus distances. (a) Diffraction angle 40°--90°; (b) diffraction angle 43.5°--45°
Fig. 17. Stress-strain curve in tensile test
Fig. 18. SEM morphology of tensile fracture under different defocus distances. (a) 0;(b) 1.5 mm;(c) 2.5 mm; (d) 3.5 mm;(e) 4.5 mm
Fig. 19. XRD spectra of samples after heat treatment
Fig. 20. Metallographic morphology after heat treatment.(a)Solution;(b)aging;(c)solution aging
Fig. 21. SEM morphology after heat treatment.(a)Solution;(b)aging;(c)solution aging
Fig. 22. Result of the EDS analysis at marking position P1
Fig. 23. Cross-section hardness after heat treatment
Fig. 24. Longitudinal-section hardness after heat treatment
Fig. 25. Stress-strain curve in intensile test
Fig. 26. SEM morphology of tensile fracture.(a)Solution;(b)aging;(c)solution aging
Fig. 27. High-magnification SEM morphology of tensile fracture.(a) Solution;(b) aging;(c) solution aging
|
Table 1. Chemical composition of CX stainless steel
|
Table 2. Spot diameter and energy density
|
Table 3. Single weld channel and molten pool size in stable melting zone Ⅱ
|
Table 4. Tensile test results under different defocus distances
|
Table 5. Tensile test results after heat treatment

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20