Objective With the rapid advancement in optoelectronic technology, laser-assisted glass frit bonding technology is being commonly utilized in the packaging process of photoelectric devices. Despite its popularity, there are defects such as pores, cracks, non-fusion, and low joint strength, whose formation is not yet well understood. To better understand and eliminate these defects, the glass frit bonding process needs to be accurately monitored in real time. Existing works focus on monitoring the important physical parameters but lacks a visual analysis of the bonding process. In this study, we directly observed the coupling process between the molten frit and the base metal surface in glass frit bonding. In addition, we expounded on the expansion mechanism of the glass frit and the formation of pores in the bonding process. The results point to new possibilities for eradicating defects in laser-assisted glass frit bonding.
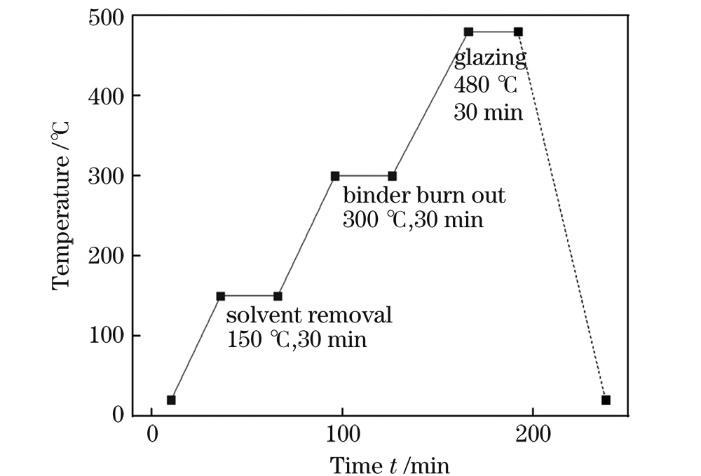
Methods In the test, we use a 0.7 mm thick borosilicate glass (Corning EAGLE XG) as the glass substrate and low-temperature frit (BASS) as the frit. The glass substrate is cleaned using ultrasonic waves with a mixture of distilled water and detergent and dried to remove dust, oxides, and other pollutants on the glass surface. The frit is printed on the glass substrate with a 400-mesh silk screen (18 μm steel mesh thickness and 10 μm film thickness). The silk screen pattern is a straight line (length of 30 mm and width of 0.8 mm). The sample is placed in a heating furnace to remove impurities. The heating process is divided into three steps: a) First, directly heating the coated glass substrate to 150 ℃ in air to remove the organic solvent; b) then, increasing the temperature to 300 ℃ to burn out the binder; c) finally, heating to the glazing temperature to complete the presintering of the glass frit. Before heating, the specimens are placed at room temperature for 10 min. In the heating furnace, the heating rate of the sintering process is maintained at 5 ℃/min, and the cooling rate is not controlled during the cooling process (Fig.1). Another glass plate is covered above the glass plate with the frit and laser is used to realize the bonding of two glasses (Fig.2). We build the laser test platform using a continuous laser semiconductor and capture the laser bonding process using a coaxial camera system (Fig.3).
Results and Discussions When the input laser energy was sufficient, the frit coating area was completely connected with the glass cover plate. When the laser energy was insufficient, the connection width was insufficient to cover the frit coating area. When the laser energy was excessively high, the frit was fully melted because of the sufficient absorption of high energy. The molten frit moved to both ends, expanding the connecting region. Numerous pores appeared after the expansion of the bonding area (Fig.5). The particle impurity appeared before the molten frontier. Because the laser energy absorption of the impurity was higher than that of the surrounding glass frit, low-temperature glass frit around the impurities was decomposed and gasified. The gas in the gaps around the impurities and the gas from the gasification gathered and formed impurity-type pores (Fig.7). When the size of the impurity particle was relatively large, the size of impurity-type pores was positively correlated with the size of impurity particles and the laser power (Fig.8). At this time, the impurity particles were larger, and because of the formation of larger pores, the pores did not separate when moving with the melt front but formed a connected shape. When the input laser power was excessively high, part of the low-temperature frit in the melting frontier was decomposed and gasified, resulting in intensity-type pores when combined with the residual gas. The intensity-type pores surrounding the impurity-type pores were squeezed, and some of them were incorporated into the impurity-type pores (Fig.9). After the formation of impurity-type pores, they moved toward the center of the connecting position (Fig.10). When the intensity-type pores appeared, the movement was in the opposite direction. When the laser beam was biased upward by 0.2 mm, the pores formed in the melting frontier moved to the side edge and disappeared. Then, larger pores appeared. Those pores kept moving to the side of the melt pool while growing, but as they overflowed, only smaller pores remained.
Conclusions In this study, we built a platform to observe the laser-assisted glass frit bonding process and visually analyzed the coupling behavior between glass substrates and frit. Such a platform can be used for real-time monitoring of bonding quality. Based on the observed results, we analyzed the coupling behaviors in various cases. In the coupling process between glass substrates and frit, the pores are divided into impurity- and intensity-type. The expansion of the bonding area is typically accompanied with the formation of intensity-type pores, and impurity-type pores are occasionally formed in any coupling behavior. When the intensity-type pores do not appear, they tend to move toward the center of the bonding area; when the intensity-type pores appear, they move to the side or even overflow the bonding area. If the impurity-type pores cannot be effectively controlled, the gas in the bonding area can be forced to escape by the way of biasing the laser beam, so as to avoid the formation of large pores almost throughout the whole bonding area.