
Chunyang Wang, Wen Shuai, Bo Xiao, Siling Huang, Dasen Wang. Uniformity Removal Based on Processing Prediction Model of Ring-Pendulum Double-Sided Polishing Method[J]. Acta Optica Sinica, 2023, 43(9): 0914001
- Acta Optica Sinica
- Vol. 43, Issue 9, 0914001 (2023)
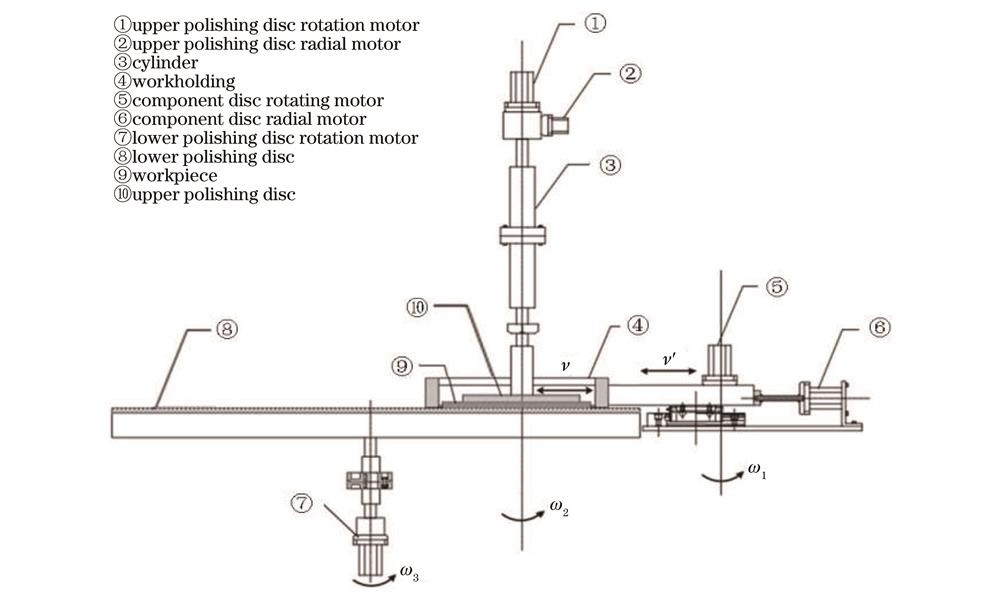
Fig. 1. Structure diagram of ring pendulum double-sided rapid polishing machine

Fig. 2. ANSYS static pressure modeling simulation
Fig. 3. Schematic diagram of kinematic analysis of abrasive particles
Fig. 4. Inspection results of components. (a) Comparison of actual machining and simulation results of 1# workpiece; (b) comparison of actual machining and simulation results of 2# workpiece; (c) comparison of actual machining and simulation results of 3# workpiece
Fig. 5. Distributions of removal amount from upper and lower surfaces of workpiece. (a) Distribution of removal amount on upper surface; (b) distribution of removal amount on lower surface
Fig. 6. Average removal amount of upper and lower surfaces of workpiece under different groups of parameters
Fig. 7. Mean square error of removal amount of upper and lower surfaces under different groups of parameters
Fig. 8. Trajectory distributions of polishing abrasive particles under different center eccentricity. (a) Center eccentricity is 0 mm; (b) center eccentricity is 15 mm; (c) center eccentricity is 30 mm; (d) center eccentricity is 45 mm; (e) center eccentricity is 60 mm
Fig. 9. Trajectory distributions of polishing abrasive particles under different radial swing distances. (a) Radial swing distance is 0 mm; (b) radial swing distance is 15 mm; (c) radial swing distance is 30 mm; (d) radial swing distance is 45 mm; (e) radial swing distance is 60 mm
Fig. 10. Trajectory distributions of polishing abrasive particles under different radial swing speed. (a) Radial swing speed is 1 mm/s; (b) radial swing speed is 3 mm/s; (c) radial swing speed is 5 mm/s; (d) radial swing speed is 7 mm/s; (e) radial swing speed is 9 mm/s
Fig. 11. Initial surfaces of different workpieces. (a) Initial surface of 1# workpiece; (b) initial surface of 2# workpiece
Fig. 12. Inspection results of experimental components. (a) Machined surface of 1# workpiece; (b) machined surface of 2# workpiece
|
Table 1. Configuration of simulation machining parameters
|
Table 2. Configuration of experimental processing parameters

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20