
Wanxu Liang, Yong Yang, Kang Jin, Kang Qi, Li Xiong, Yi Liu, Longjie Dai. Morphology Prediction of Coaxial Powder Feeding Multichannel Laser Cladding Layer Based on Response Surface[J]. Laser & Optoelectronics Progress, 2022, 59(1): 0114012
- Laser & Optoelectronics Progress
- Vol. 59, Issue 1, 0114012 (2022)
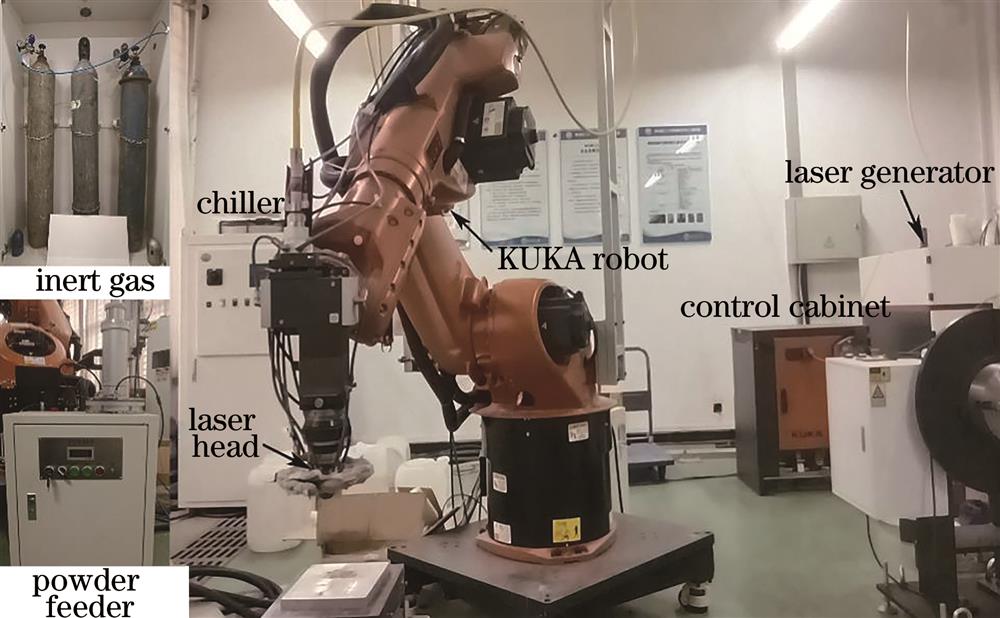
Fig. 1. Laser cladding equipment
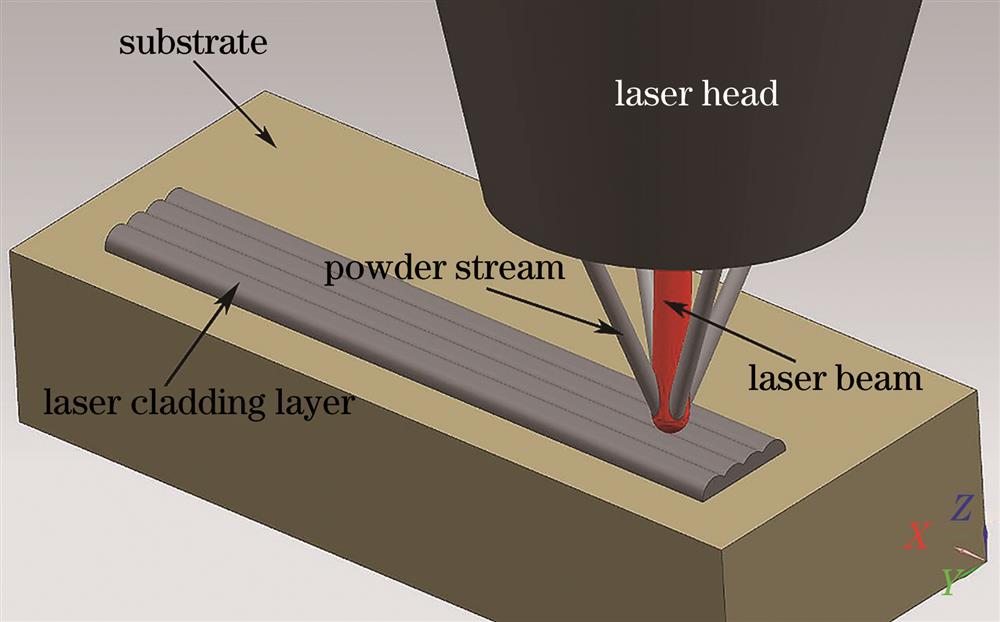
Fig. 2. Schematic of coaxial powder feeding multi-channel laser cladding
Fig. 3. Section morphology of cladding layer
Fig. 4. Cross-sectional morphologies of cladding layers of each sample. (a) Sample 10; (b) sample 20; (c) sample 30; (d) sample 40; (e) sample 50; (f) sample 60; (g) sample 70; (h) sample 80; (i) sample 90
Fig. 5. Effect Pareto diagram of average height of cladding layer
Fig. 6. Effect Pareto diagram of average substrate melt depth
Fig. 7. Three-dimensional response surfaces of average substrate melt depth under different significant interaction terms. (a) Laser power P and distance from cladding head to the substrate L; (b) overlap rate Or and distance from cladding head to the substrate L; (c) scanning speed S and overlap rate Or
Fig. 8. Effect Pareto diagram of average dilution rate
Fig. 9. Three-dimensional response surfaces of average dilution rate under different significant interaction terms. (a) Scanning speed S and overlap rate Or; (b) distance from cladding head to the substrate L and laser power P; (c) distance from cladding head to the substrate L and scanning speed S
Fig. 10. Effect Pareto diagram of average surface height difference
Fig. 11. Three-dimensional response surfaces of average surface height difference under different significant interaction terms. (a) Overlap rate Or and laser power P; (b) distance from cladding head to the substrate L and overlap rate Or
Fig. 12. Cladding layer morphologies after optimization.(a) Surface morphology; (b) cross-sectional morphology
| |||||||||||||||||||||||||||||||||||||||
Table 1. Chemical composition of 45 steel and 316L stainless steel powder
|
Table 2. Process parameter values
|
Table 3. Predicted average height of cladding layers
|
Table 4. Predicted average substrate melt depth
|
Table 5. Predicted average dilution rate
|
Table 6. Predicted average surface height difference
|
Table 7. Optimization results and validation

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20