
Xiaochun Leng, Shouyi Luo, Yanbao Li, Weifang Jin. Influence Factors of Fiber Laser Welding Modes for 304 Stainless Steel[J]. Laser & Optoelectronics Progress, 2018, 55(11): 111402
- Laser & Optoelectronics Progress
- Vol. 55, Issue 11, 111402 (2018)
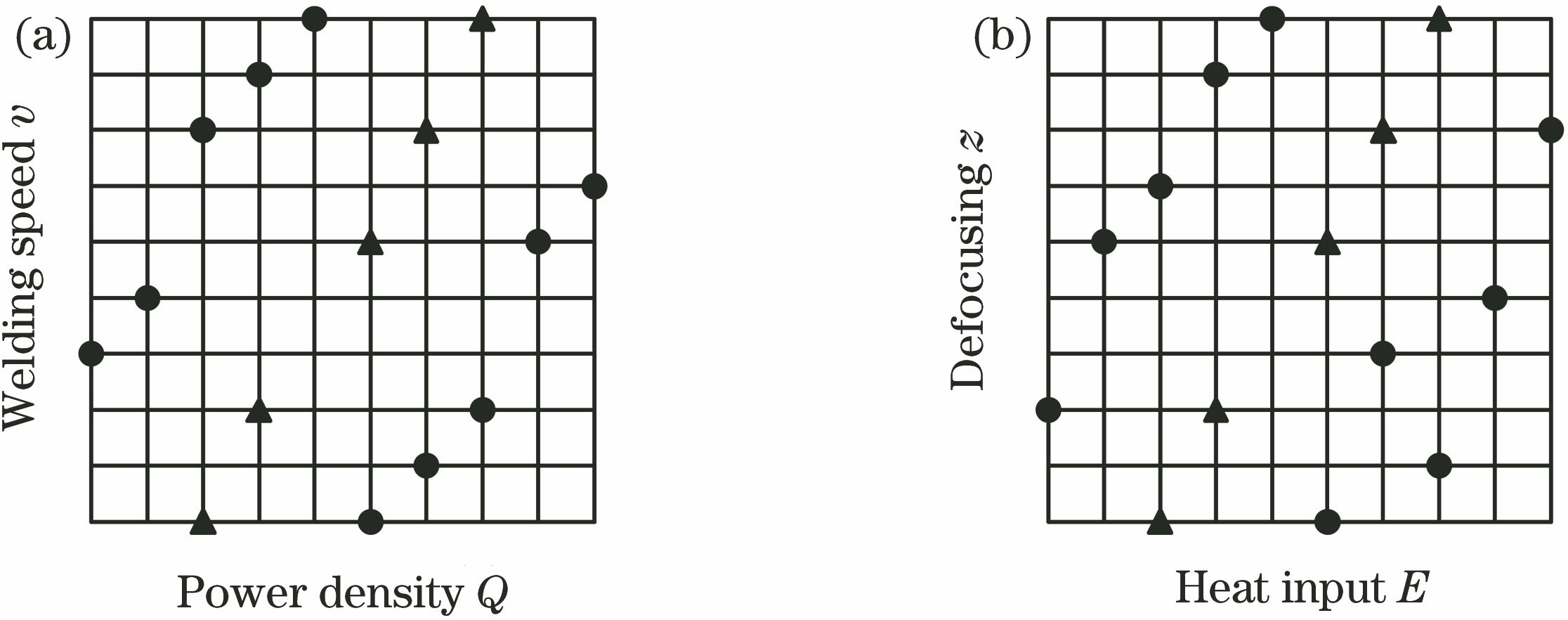
Fig. 1. Test point distribution when interactive action included. (a) Power density-welding speed; (b) heat input-defocus distance

Fig. 2. Typical weld shapes. (a) Circular arc shape; (b) triangular shape; (c) nail head shape; (d) nail shape
Fig. 3. Relationship between each factor and test result. (a) Laser power P; (b) welding speed v; (c) spot area S; (d) power density Q; (e) heat input E; (f) heat input density e
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Table 1. Test plan of single-factor uniform design
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Table 2. Test plan when interactive action included
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Table 3. Summary of test results

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20