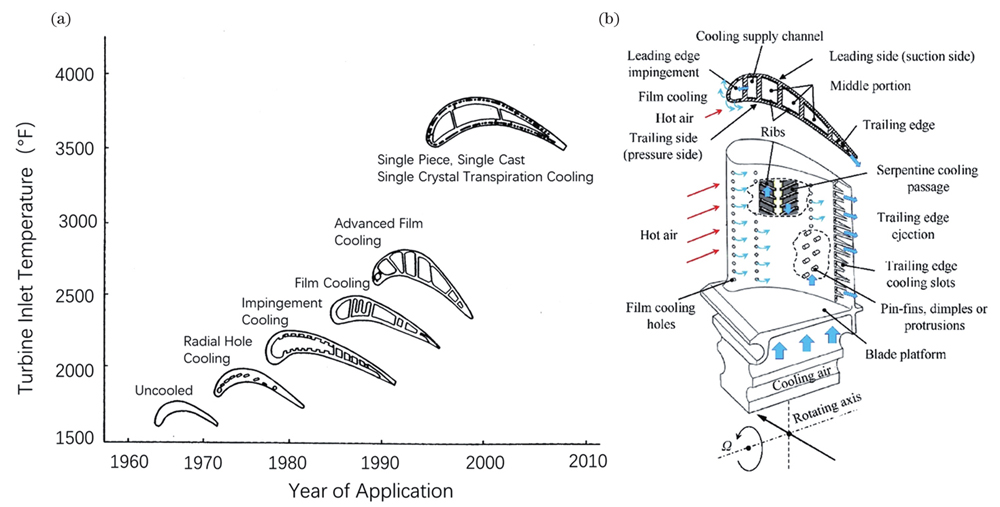
Gas turbine is the most promising device for power generation and ship power in this century due to its high efficiency and low emission. The hollow turbine blade with a complex structure is the key part of a gas turbine. The working temperature of the turbine blade is very high, which requires high metal quality and elaborate structures of turbine blades. High gas temperature means high working efficiency. With the further increase of industrial demand, the gas temperature of a turbine reaches more than 1700 ℃. Therefore, the turbine blades with more delicate and complex hollow structures should be fabricated to improve the cooling efficiency. The ceramic cores and shells are important components for casting of superalloy turbine blades due to their high temperature capabilities and chemical inertness. The traditional methods to fabricate ceramic shells and cores are the investment casting method which is time-consuming, high cost, low yield, and not sufficient for the update-requirement of turbine blades. In order to overcome these problems, additive manufacturing (AM) has been gradually developed. The AM technology has been widely used in different fields such as medicine, engineering, and aerospace to fabricate delicate parts without any molds. It can save materials, accelerate the research of new products, and meet customized needs, thus greatly reducing fabrication costs. In the past few decades, dozens of AM technologies have been developed and each of them has its unique application fields. As for the fabrication of ceramic cores and shells, the most suitable laser-based AM technologies are selective laser sintering (SLS) and stereolithography apparatus (SLA).
Different from other AM technologies, the most significant advantage of SLS is that it doesn’t need any support during the fabrication process. Large-scale ceramic parts with precise structures can be fabricated by SLS. The preparation of ceramic cores and shells by the SLS process is shown in Fig. 3. First, the green bodies of ceramics are first built by the SLS equipment, and then the green bodies are infiltrated with silica sol or other materials which could fill the pores of ceramics to improve the density of green bodies. The organic binder in the green bodies can be removed through thermal decomposition at 600 ℃ and the green bodies are sintered at 1200-1600 ℃ to obtain the densified ceramic cores and shells. SLA has been known for several years as an AM technology to fabricate the polymer-based parts. This technology utilizes liquid photo-curable resin which can be cured under ultraviolet light or laser irradiation. At present, there are two main processes for preparing ceramic cores and shells by the SLA technology (Fig. 6). The first process combines SLA and gel-casting. A resin mold is first made by SLA and then the ceramic slurry is injected into the mold cavity to get the green body of ceramic core and shell. In the other process, the ceramic slurry and photo-curable resin are mixed and the ceramic green bodies are directly formed by SLA. Both of ceramic green bodies made by these two technologies have enough density so that the infiltration process is no longer required and the rest of the post-processing process including debinding and sintering are the same as that of SLS. Characteristics of different laser-based AM processes used for ceramic core and shell manufacturing are shown in Table 2. It can be concluded that both of two AM technologies have their own strengths and weaknesses. SLS has an advantage in manufacturing large size ceramic cores and shells, while the parts made by SLA have higher resolution.
In this review, the development of these two AM processes in the fabrication of ceramic cores and shells are introduced in terms of material preparation, green body fabrication, and post-processing. The advantages, weaknesses and future development of both two methods have been discussed.