Objective TC4 titanium alloy (Ti-6Al-4V) is widely used in aerospace, petrochemical, shipbuilding, and automobile fields because of its excellent performance in specific strength, corrosion resistance, and thermal strength. It is an important new structural material. The traditional welding technology of titanium alloy is argon-arc welding technology. Arc welding has great convenience in welding operation and observation. It can be employed to weld several materials. However, it has some unavoidable disadvantages, such as large welding heat-affected zone, large welding stress, and deformation after welding. Moreover, laser welding technology has the advantages of high energy density, narrow heat-affected zone, and small deformation after welding. It can obtain high-quality welded joints to meet the requirements. At present, laser self-melt welding is a common laser welding technique; however, it can easily cause depression on the surface of the weld seam, welding leakage, and other problems due to the lack of filler wire. Therefore, its application in aerospace field with high requirements for weld forming has limitations. In this study, the laser wire filling welding experiment of thin Ti-6Al-4V with a thickness of 1.2 mm was performed, and the influence of the process parameters on weld seam forming was studied. Finally, an optimized process parameter combination with a small clamping gap was obtained. This study is an effective supplement and new exploration of traditional thin plate laser welding without filler wire. It is highly consistent with the long life and airworthiness requirements of aircraft. In addition, it has distinct innovation and application value.
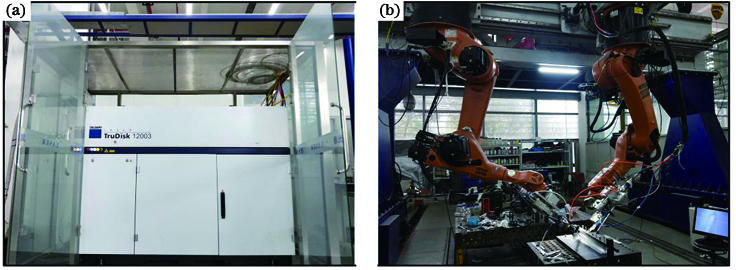
Methods The base metal adopted in this laser wire filling welding experiment is Ti-6Al-4V with a thickness of 1.2 mm; the filler wire used is Ti-6Al-4V filler wire with the same composition as the base metal. The laser generator used is TruDisk 12003 disc laser generator with a maximum power of up to 12000 W, and the KR60HA robot is a high-precision robot specially developed for laser welding by KUKA company of Germany.
Results and Discussions When the welding speed is 1.5 m/min, the wire-feeding speed is 1.5 m/min, and only the laser power changed in the experiment. The continuity of the front and back of the weld seam is poor when the laser power is 1.3 kW. The reason is that the welding speed is too fast, and the laser energy input cannot melt enough filler wire to form a continuous weld seam. However, when the laser power increased to 1.5 kW, weld leakage occurs, which is related to the mismatch of welding speed and wire-feeding speed (Fig. 2). Then, the welding speed is reduced from 1.5 m/min to 1.2 m/min, and the laser power is maintained. At this time, there is no welding leakage, the whole forming is better, but the continuity is still poor. It is due to the wire-feeding speed is slow, and the amount of molten filler wire is not enough to fill the gap, so the continuous and beautiful weld seam cannot be formed in the welding process (Fig. 3). Keep laser power 1.5 kW and welding speed 1.2 m/min unchanged, only change wire-feeding speed. When the wire-feeding speed is reduced to 1.3 m/min, the weld seam formation is poor, and there are a large number of welding leakage positions. With the increase of wire-feeding speed, the weld forming obviously improved. When the wire-feeding speed is 2.5 m/min, the weld seam is saturated and beautiful, and the continuity is good (Fig. 4).
Conclusions The results show that suitable choice and matches of process parameters play a significant role in obtaining high-quality joints during laser wire filling welding of Ti-6Al-4V with a thickness of 1.2 mm. If the welding speed does not match with the wire-feeding speed, the welding wire has insufficient time to melt and form a continuous and beautiful weld seam, which can easily cause a welding leakage problem. In addition, the wire-feeding speed should also match the laser power. When the laser power is too small, the heat input is less; and when the wire-feeding speed is too slow, the amount of filler wire fed is less, which will cause an insufficient amount of molten filler wire and can easily cause poor continuity of weld seam. Moreover, the selection of assembly clearance size will affect the formation of appearance defects such as welding leakage and discontinuous weld seam. The optimized process parameters obtained in this paper is suitable for the situation when the assembly clearance size is large. When the assembly clearance changes, the process parameters should be adjusted appropriately according to the specific situation. In this paper, when the laser power is 1.5 kW, the welding speed and wire-feeding speed are 1.2 m/min and 2.5 m/min, respectively, the weld seam has satisfactory macroformation, the appearance of the weld seam is continuous and uniform, and there are no obvious appearance defects such as undercut, weld bead, and weld leakage.