Steel/aluminum is a widely used lightweight composite material. However, because the difference in the physical and chemical properties between these two metals is large, cracks are prone to appear after welding due to stress concentration, and there exist brittle and hard Fe-Al intermetallic compounds (IMCs) at the joint interface. The mechanical properties of welded joints are seriously influenced by the thickness and grain size of IMCs. It is difficult to obtain high-quality and stable welded joints for the steel/aluminum dissimilar metal connection. Therefore, to obtain high-quality steel/aluminum welded joints is a general demand of the society. The application of ultrasonic waves can increase the flow performance of the molten pool during the welding process and improve the temperature field and flow field of the molten pool. The formation of IMCs is mainly related to the temperature field during the welding process. Therefore, to regulate the temperature field of the molten pool is a powerful tool to improve the mechanical properties of the joints. This experiment investigates the effect of ultrasonic power on the IMCs at the steel-aluminum interfaces of the weld brazed joints.
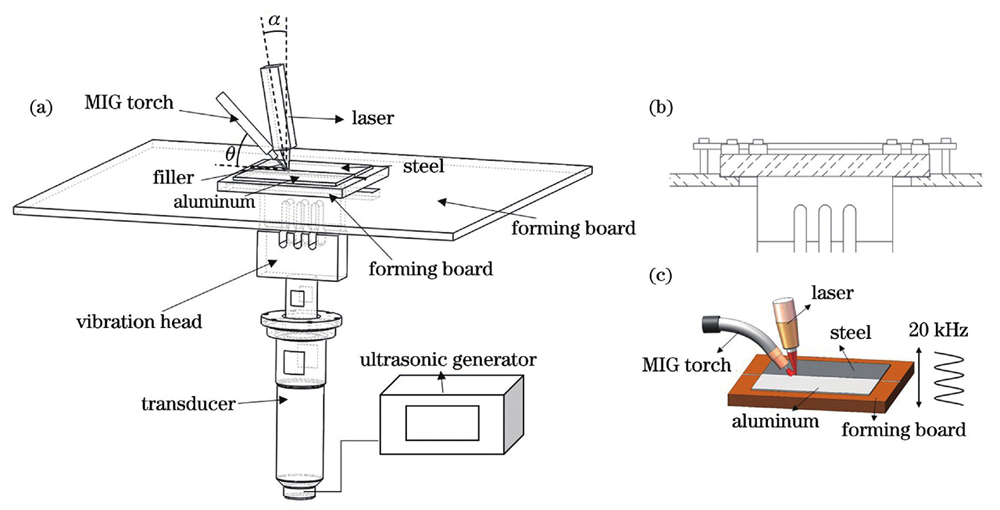
Laser and melt inert gas (laser-MIG) hybrid welding is used to perform the butt welding of 2 mm thick 6061 aluminum and 304 steel combined with fusion-brazing welding, and ultrasound is introduced in the welding process. The ultrasonic powers set in the experiment are 0 W, 130140 W, 200210 W, and the welded joints under different parameters are obtained. After welding, the metallographic phase is cut, the scanning electron microscope and the built-in energy dispersive spectroscopy (EDS) are used to observe the micro-interfacial structures and micro-area compositions, and the ultra-depth-of-field metallographic microscope is used to observe the grain sizes of the steel/aluminum welded joints. The microcomputer-controlled electronic universal tensile testing machine is used to test the tensile strengths of joints after removing reinforcement, and the experimental results are compared and analyzed to explore the effect of ultrasonic usage on the steel/aluminum fusion brazed joints.
Comparing the welded joints under three ultrasonic powers, it can be seen from Fig. 3 that as the ultrasonic power increases, the pores in the welded joints appear to gather, grow, and float, and the porosity value in the weld first decreases and then increases, which is mainly caused by the cavitation effect of ultrasound. The effect of ultrasonic breaking can increase the nucleation rate of the molten pool, which in turn refines the grains in the weld (Fig. 4). It is found that ultrasound can significantly reduce the thickness of the IMCs layer and change the composition contents of the IMCs (Fig. 5). As the ultrasonic power increases, the thickness of the IMCs layer decreases, the content of FeAl3 with poor mechanical properties in IMCs decreases, and the content of Al8Fe2Si with a better performance increases, which improves the tensile performance of the joints (Fig. 7). The analysis shows that the samples are all broken on the IMCs layer, and as the ultrasonic power increases, the Al8Fe2Si phase in the section increases and the FeAl3 phase content decreases (Fig. 8). This is because the ultrasound changes the temperature field of the weld pool and subsequently the compositions and thicknesses of IMCs are changed, which improves the performance of joints.
The ultrasonic-assisted laser-MIG hybrid welding can realize the connection of steel/aluminum dissimilar metals, and the ultrasonic power has a significant effect on the porosity of the welded joints. When the ultrasonic power increases from 0 W to 130140 W, the porosity decreases from 0.25% to 0.21%. When the power increases to 200210 W, the weld porosity increases to 0.93% instead. When the ultrasonic vibration is not applied, the average diameter of weld grains is 5.2 μm. When the ultrasonic power is 130140 W, the average diameter of crystal grains is reduced to 4.1 μm. When the ultrasonic power is 200210 W, the average diameter is reduced to 3.4 μm. With the increase of ultrasonic power, the mechanical stirring effect of ultrasound is gradually strengthened, and its effect on the refinement of weld grains is more obvious. With the increase of applied ultrasonic power, the content of FeAl3 phase in IMCs gradually decreases, which in turn increases the tensile strength of welded joints. When the applied ultrasonic power is 130140 W, the tensile strength of the welded joint reaches 172 MPa, which is 12% higher than that of the joint without ultrasound.