The flat die, a key component of flat die granulators, is subject to severe wear. Laser cladding technology is used widely, and the wear resistance of the flat die can be improved using laser cladding technology. Nickel-based self-fluxing alloy powder has excellent wear resistance and corrosion resistance at a lower cost. TiC ceramic particles were added to the nickel-based self-fluxing alloy powder to enhance the wear resistance of the coating. The previous study showed that the coating had the best all-round performance when the volume fraction of additive TiC was 25%. However, few studies have examined the optimal process parameters for the laser cladding of Ni60A-TiC composite coatings with 20CrMnTi steel as the substrate. Therefore, the Ni60A-25%TiC composite coating was prepared on the surface of 20CrMnTi steel by laser cladding. This study examined the effects of the laser power, scanning speed, and powder feeding speed on the microstructure and wear resistance of the Ni60A-25%TiC coating.
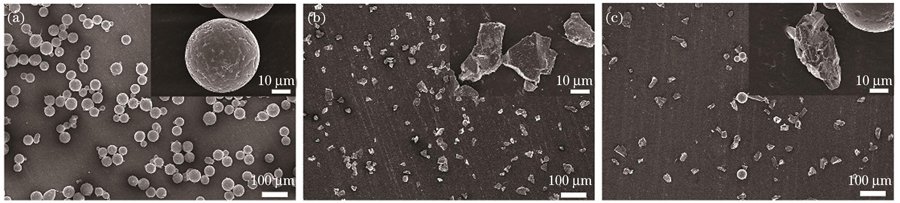
The Ni60A-25%TiC powder was mixed evenly using a QM-QX4 ball mill. A three-factor, three-level orthogonal experiment was designed with the test factors of laser power, scanning speed, and powder feeding speed. Cladding coatings were prepared with different technological parameters. A CFT-I surface comprehensive tester was used for the friction and wear tests. The mass before and after wear was measured using a BSM-220.4 electronic balance. X-ray diffraction (XRD), three-dimensional surface topography, scanning electron microscopy (SEM), energy dispersive spectroscopy (EDS), X-ray photoelectron spectroscopy (XPS), and microhardness tester were used to characterize the phase composition, 3D morphologies, microstructure, element distribution, and element valence and microhardness of the coatings, respectively.
The coating after laser cladding was dense and showed good metallurgical bonding with the substrate (Fig. 3). The dilution rate and microhardness of the cladding layer were used as evaluation indices. The factors affecting the quality of the cladding layer in descending order were the powder feeding speed, scanning speed, laser power which was obtained by the extreme difference (Table 6) and variance (Table 7) analysis. XRD revealed the main phase composition in the coating to be SiO2, Cr2O3, and TiC. The coating phase varied slightly with the different process parameters (Fig. 4). The friction and wear test showed that the frictional state differed according to the process parameters. The friction coefficient of the coating samples was small, and the wear process was stable. Among them, S3 sample had the lowest wear rate of 1.5×10-5 mm3/(N∙m). The microscopic morphology at the abrasion area of the sample was analyzed (Fig. 7). Abrasive wear occurred on the surfaces of the S3 and S4 samples; the wear surfaces were relatively smooth, and the coatings were covered with oxide films, such as SiO2 and Cr2O3, in the friction process. The surface of the S1, S5, and S7 samples mainly showed adhesive wear. The surface of S2, S6, S8, and S9 samples mainly showed abrasive and adhesive wear. The wear resistance of the S10 substrate was poor, and the surface showed abrasive wear, adhesive wear, and plastic deformation, and severe furrows and pits appeared. The above analysis showed that S3 showed better wear resistance. The hardness and wear resistance of the coating was enhanced by the synergistic effect of dispersion strengthening and solid solution strengthening. XPS showed (Fig. 10) that the solid lubricant film of the S3 coating was comprised mainly of oxides, such as SiO2, Cr2O3, TiO2, and NiO.
Using the dilution rate and microhardness as evaluation indices, the factors affecting the quality of the cladding layer from the largest to smallest were the powder feeding speed, scanning speed, and laser power. The composite coating showed a significantly lower wear rate compared to the substrate. The Ni60A-25%TiC composite coating with the best all-around performance was produced at a laser power of 1.4 kW, scanning speed of 7 mm/s, and powder feeding speed of 21 g/min. Severe furrows and fatigue wear were observed on the substrate surface, and the wear of the cladding layer was mainly abrasive. Oxide particles, such as SiO2, Cr2O3, TiO2, and NiO, generated by friction can be used as solid lubricants to form oxide films on the friction layer surface that can prevent further wear of the friction layer and improve the wear resistance of the coating.