
Yufei Zhang, Zikun Wang, Weidong Hu, Fengli Niu, Yongwei Zhu. Prediction analysis of subsurface damage of work-part ZnS in fixed abrasive lapping[J]. Infrared and Laser Engineering, 2022, 51(5): 20210303
- Infrared and Laser Engineering
- Vol. 51, Issue 5, 20210303 (2022)
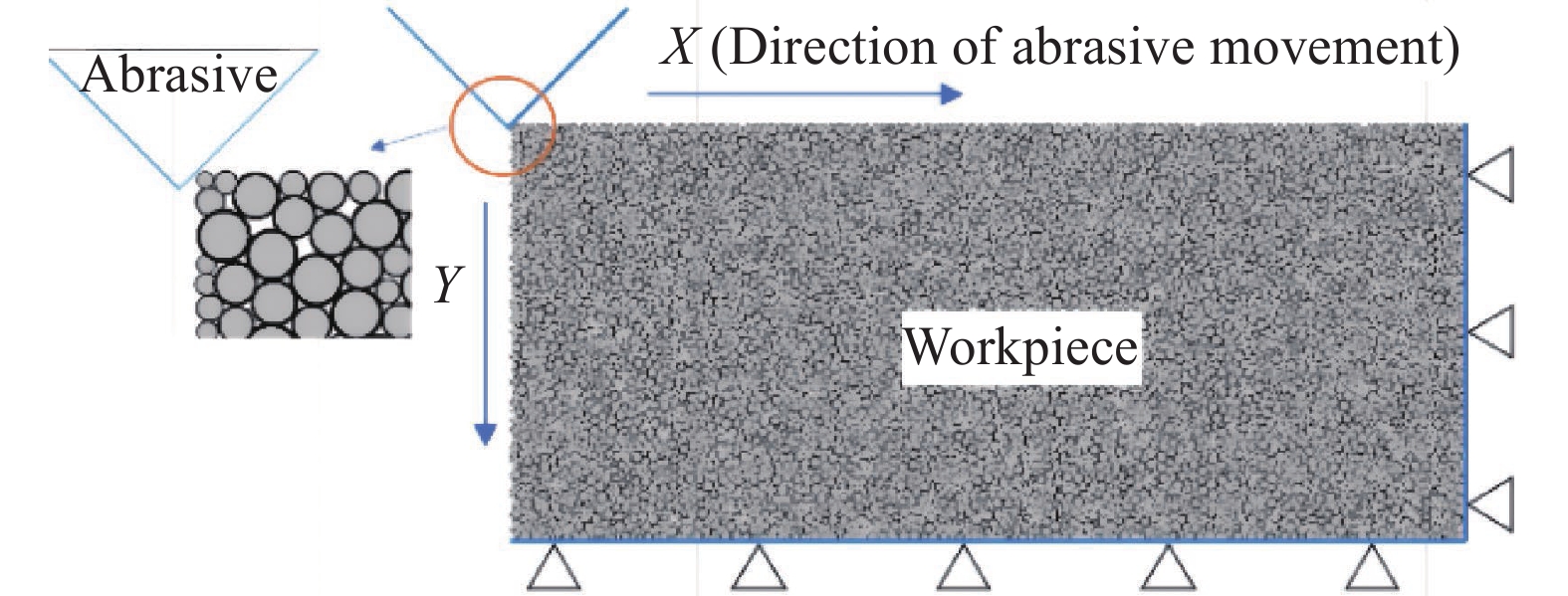
Fig. 1. DEM model for fixed abrasive lapping
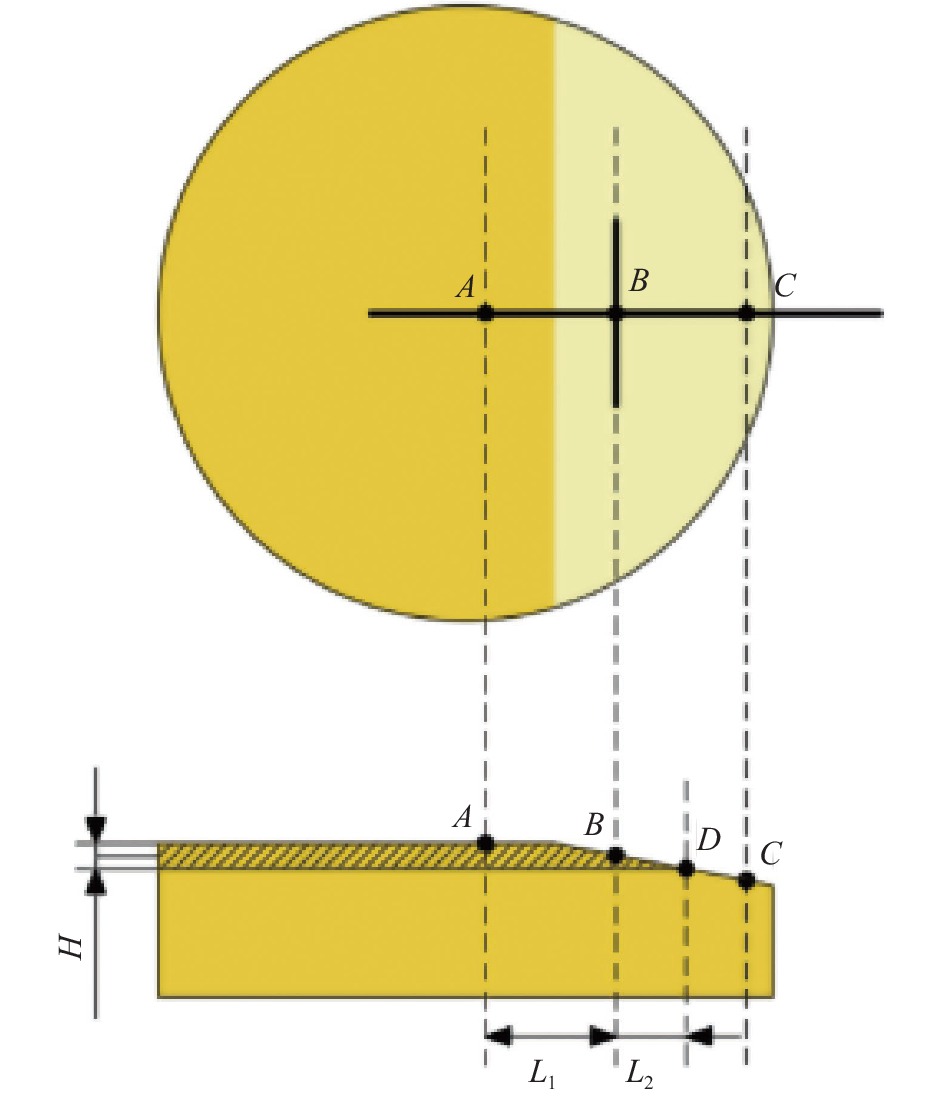
Fig. 2. Polished workpiece
Fig. 3. Schematic diagram of angle polishing
Fig. 4. (a) Profile curve of polished slope; (b) Curve after fitting
Fig. 5. Simulation results of subsurface microcracks with different particle sizes: (a) W5; (b) W15; (c) W25; (d) W30
Fig. 6. Subsurface microcracks at different depths after W25 abrasive grain processing: (a) 0 μm; (b) 2.30 μm; (c) 3.04 μm; (d) 3.57 μm; (c) 4.39 μm; (d) 6.27 μm
Fig. 7. Microscopic observation of microcrack end point: (a) W5; (b) W15; (c) W30
Fig. 8. Schematic diagram of subsurface damage during grinding
Fig. 9. Comparison of simulated and measured depth of microcrack layer
|
Table 1. Actual value and two-dimensional model value of material property parameters
|
Table 2. Preparation parameters of consolidated abrasive pad
|
Table 3. Average cutting depth corresponding to different diamond particle sizes
|
Table 4. Processing parameters of Zinc sulfide
|
Table 5. Process parameters of angle polishing

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20