
Yuhao Zhang, Hui Chen, Ce Yang, Jujin Huang, Xu Zhao. Influence of Laser Power on Droplet Transfer Behavior and Spatter in Laser-MIG Hybrid Welding of Aluminum Alloy[J]. Laser & Optoelectronics Progress, 2022, 59(17): 1714005
- Laser & Optoelectronics Progress
- Vol. 59, Issue 17, 1714005 (2022)
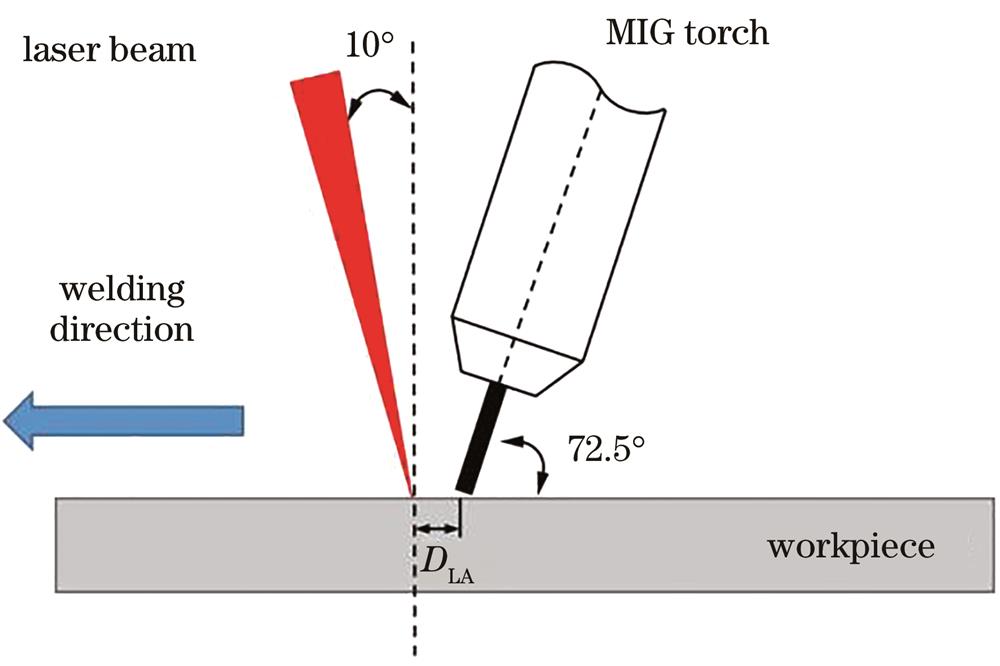
Fig. 1. Schematic of laser and arc position
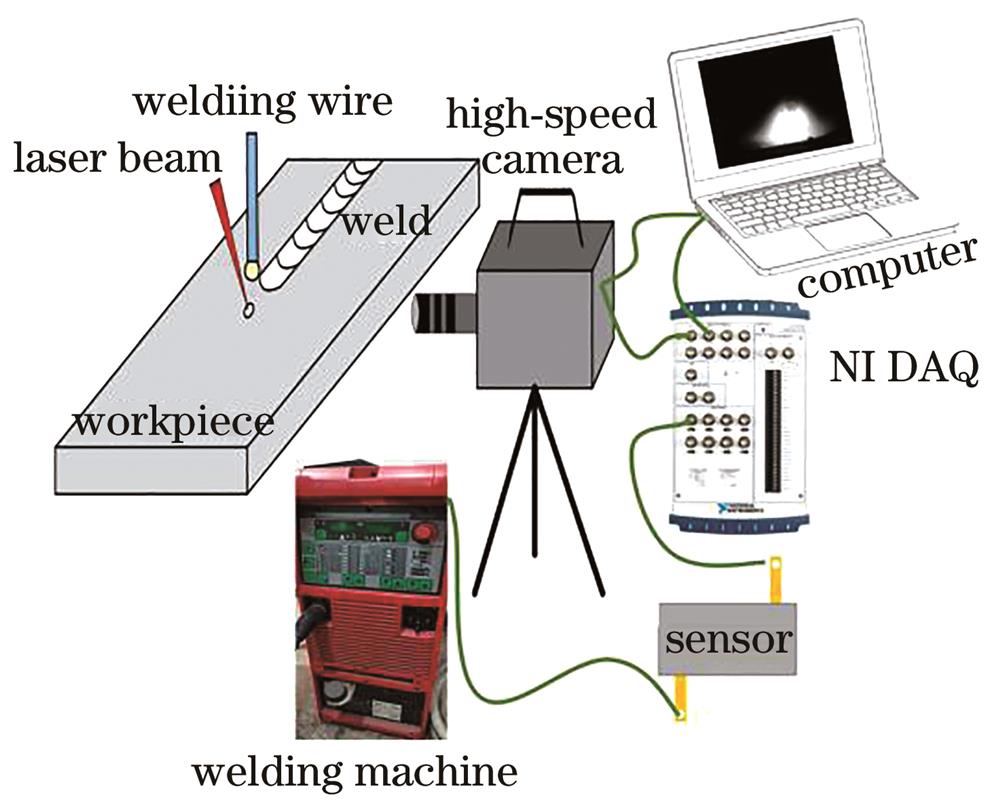
Fig. 2. High-speed camera and DAQ system
Fig. 3. Variations of current and voltage under different laser powers. (a) 4 kW; (b) 4.5 kW; (c) 5 kW; (d) 5.5 kW
Fig. 4. Influence of laser power on the probability density of current and voltage. (a) Current; (b) voltage
Fig. 5. Schematic of droplet stress
Fig. 6. Short-circuit droplet transition process of Section A under 4 kW laser power
Fig. 7. One droplet every two pulses transition process under 5.5 kW laser power
Fig. 8. Droplet transition processes under different laser powers
Fig. 9. Influence of laser power on diameter of droplets and position of droplets falling into the molten pool. (a) Dw; (b) D
Fig. 10. Spatters formation process on the front keyhole wall. (a) Laser power is 4 kW; (b) laser power is 5.5 kW
Fig. 11. Spatters formation process on the rear keyhole wall
Fig. 12. Schematic diagram of spatters formation process on the keyhole wall
Fig. 13. Influence of laser power on the number of spatters on the keyhole wall

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20