Due to uneven heating and cooling characteristics, parts accumulate thermal distortions during periodic expansion and contraction during laser deposition. Geometrical defects, such as flatness defects, melting collapse, warping and cracking, seriously affecting the parts’ size accuracy. In particular, the warping and cracking of large-scale structural parts can easily cause material wastage and limit the development of laser deposition manufacturing technology. Therefore, realizing the online detection of warping and cracking prediction is an urgent problem for laser deposition manufacturing. In the current research, scholars have utilized digital image correlation technology and laser displacement sensor to monitor the transient strain field, warping and instant cracking. The detection accuracy was also improved by combining it with a machine-learning algorithm. However, while the results show the laws of warping and cracking, the global detection of warping and prediction of cracking have yet to be achieved. This study aimed to realize warping detection and cracking prediction through the changing trend and variation of the warping angle during the deposition process and to improve the forming quality.
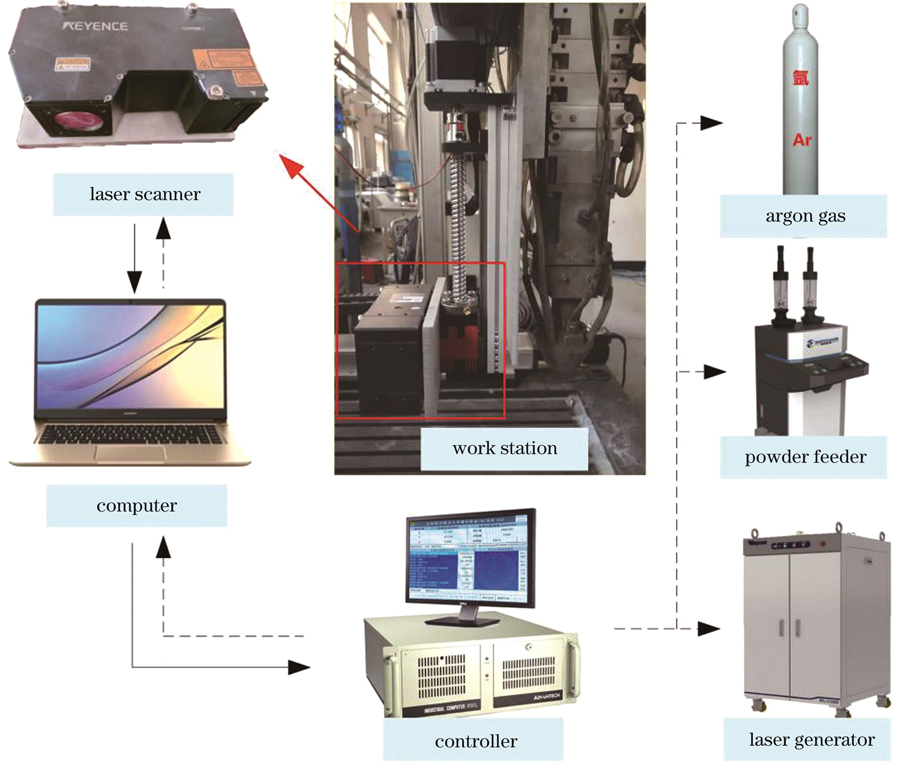
A warping detection and cracking prediction system were built based on a laser deposition manufacturing system and laser scanner to monitor the surface morphology of parts in real-time. A new algorithm for warping detection and cracking prediction was proposed based on the warping angle and was verified by experiments. First, the surface topography data of the current deposition layer were obtained using a laser scanner, and in-situ detection was realized through morphology reconstruction and hand-eye calibration. The point cloud data were then pre-processed by straight-through filtering, statistical filtering, and bounding box filtering to prepare for surface reconstruction. Next, the warping angle of the intersecting line was calculated using the rotary and parallel slices that vertically crossed the reconstructed surface. Simultaneously, warping threshold Q0 and cracking threshold K0 were set according to the part size and allowable distortion degree. Finally, warping was determined according to whether the warping angle exceeded the threshold Q0, and cracking was predicted by the changing trend of the warping angle and the variation in five consecutive layers (K). Cracking may occur when the warping angle increases and the variation K exceeds the threshold K0.
This study proposes a new warping distortion measurable indicator for laser deposition manufacturing (for the plane), that is warping angle (Fig.4), which can be used to achieve warping detection and cracking prediction through rotary and parallel slices (Fig.5). The software framework (Fig.2) includes three main modules: visualization, system control and data processing, the whole process can be visualized using the PCL point cloud library. The effectiveness of the warping detection algorithm (Fig.6) was experimentally verified. The experimental results showed that the algorithm could determine the direction prone to warping using rotary slices (Table 1) and conduct complete coverage detection on the surface of the parts (Fig.10) using parallel slices. When the warping angle of an intersecting line exceeds threshold Q0, a locally accurate judgment is made (Table 2). The cracking prediction algorithm (Fig.8) was verified experimentally. By calculating the warping angle Q in the cracking influence area and the variation K in five consecutive layers (Table 3), the results for layer 51 indicate that cracking may occur. With continued deposition, three cracks appeared in layer 55. The cracking phenomenon of Ti65 components during the laser deposition manufacturing process was successfully predicted (Fig.11).
In this study, a new algorithm for warping detection and cracking prediction based on the changing trend and variation in the warping angle was verified experimentally. The two schemes of rotary and parallel slices have their own characteristics. The former requires fewer calculations and can be used to determine the direction of warping, and the latter has a more comprehensive and uniform detection range and can be used to determine the warping distribution. The warping angle of the intersection lines between the slices and the reconstructed surface was calculated, and warping detection was completed by comparing them with the warping threshold. The maximum warping angle of each layer was recorded, and the changing trend and warping angle in the cracking influence area were combined with the cracking threshold to complete the cracking prediction. The experimental results demonstrated that the proposed algorithm is reasonable, logical, and robust. It can detect warping quickly and effectively and predict the occurrence of cracking. The warping detection and cracking prediction system enhances the quality and process monitoring ability of laser deposition manufacturing and provides essential evidence for process optimization.