The research of laser cladding CoCrFeNi high-entropy coating reinforced by carbon nanotubes (CNTs) is still limited. The corrosion resistance of a new CoCrFeNi-CNTs composite coating is highly necessary. However, solving the agglomeration problem of CNTs on raw powder surface is quite challenging and key in the laser cladding process of CoCrFeNi-CNTs composite coating. The microstructure and neutral salt spray corrosion resistance are highly important characteristics for studying laser cladding CoCrFeNi-CNTs composite coating.
CoCrFeNi and multi-walled CNTs raw powders are mixed by mechanical mixing method without milling ball. The optimized mixing parameters are CNT mass fraction of 1.0%, rotation speed of 240 r/min, mixing time of 10 h, drying time of 4 h, and argon gas protection. The CoCrFeNi-CNTs composite coating is fabricated on a 304 stainless steel substrate using a system platform consisting of a 6-axis industrial robot, a fiber laser, a powder feeder, and an alternating strategy with 90° rotation for each layer. The optimized laser cladding parameters are laser power of 870 W, laser scanning velocity of 12.5 mm/s, overlap rate of 50%, powder feeding rate of 8.7 g/min, layer thickness of 0.5 mm, and argon gas flow rate of 20 L/min. The macrostructural characteristics of the CoCrFeNi-CNTs composite coating is observed using an optical microscope (OM). The precipitated phases are detected using an X-ray diffraction (XRD). The microstructural features of the CoCrFeNi-CNTs composite powder and CoCrFeNi-CNTs composite coating are analyzed using a scanning electron microscope (SEM). The elemental distributions of grain, intergranular carbide eutectics, and inclusion in the CoCrFeNi-CNTs composite coating are investigated using an energy dispersive spectrometry (EDS). The distribution of CNTs in the CoCrFeNi-CNTs composite coating is further observed using a transmission electron microscope (TEM). The microhardness distribution from top to fusion line in the CoCrFeNi-CNTs composite coating is tested using a digital microhardness tester under the parameters of load of 100 g, dwell time of 15 s, and test position spacing of 0.1 mm. The neutral salt spray corrosion resistance of the CoCrFeNi-CNTs composite coating is tested using a salt spray corrosion test chamber under corrosion time of 36, 168, and 269 h.
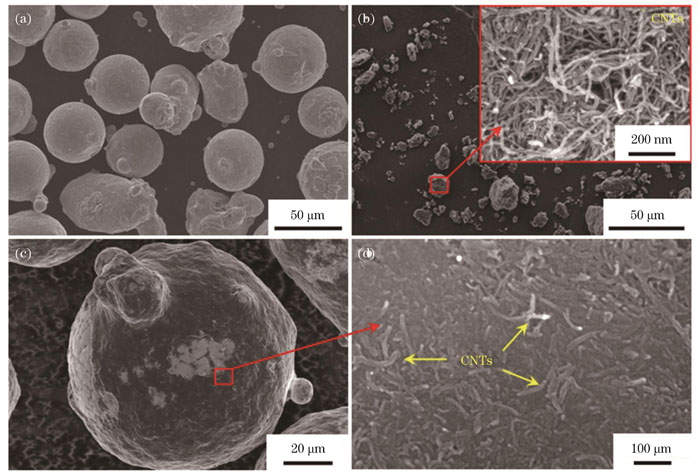
The agglomeration problem of CNTs on CoCrFeNi raw powder surface is solved successfully through the mechanical mixing method [Figs.1(c) and (d)]. The original microstructural features of CoCrFeNi raw powder and CNTs are well protected as the energy is greatly reduced without using a milling ball (Fig.1). Then, the CoCrFeNi-CNTs composite coating with nice internal forming is prepared on 304 stainless steel by laser cladding (Fig.2). The grains of the CoCrFeNi-CNTs composite coating exhibit a single face-centered cubic (FCC) structure (Fig.3). According to the morphological difference, the grains can be divided into planar grain, cellular dendrite, columnar dendrite, and equiaxed grain (Fig.4). The M7C3 type carbide eutectics are formed at the grain boundaries [Fig.5(a)]. The undecomposed CNTs are dispersed within the grain [Fig.5(b)]. The Si/C inclusion is derived from the molten substrate material [Figs.4(c) and (d), Fig.6, and Table 3]. The hardness distribution in the CoCrFeNi-CNTs composite coating is uniform (Fig.7). Owing to the second phase strengthening effect of CNTs and M7C3 carbides, the hardness level can be increased by over 70 HV compared to that of the CoCrFeNi coating (Fig.7). After 269 h neutral salt spray corrosion, pitting occurs only in the area around the shed Si/C inclusion, but no corrosion is found in the grain or other area within the grain boundary (Fig.8).
The mechanical mixing method can effectively inhibit the agglomeration tendency of the CNTs on the surface of the CoCrFeNi powder, and the microstructures of the CoCrFeNi powder and CNTs are well protected, laying the foundation for the subsequent laser cladding process. The macro- and micro-forms of the CoCrFeNi-CNTs composite coating are good and no crack is observed. The pore diameters are not over 30 μm. The CoCrFeNi-CNTs composite coating exhibits a single face-centered cubic crystal structure. The grains can be divided into planar grain, cellular dendrite, columnar dendrite, and equiaxed grain in accordance with the morphological difference. After entering the coating molten pool, the CNTs are partially cleaved to free carbon, which is distributed within the grain boundaries and grains. The solution carbon at the grain boundary forms M7C3 type carbide eutectics with Cr. The other CNTs retain the original microstructure and disperse in the grain. The microhardness of the CoCrFeNi-CNTs composite coating is increased by over 70 HV by the multiple reinforcement of the intergranular M7C3 type carbide eutectics, in-grain CNTs, and solution carbon. The presence of M7C3 type carbide eutectics and CNTs will not significantly reduce the corrosion resistance of the CoCrFeNi-CNTs composite coating; however, the inclusion of Si/C in the coating from 304 stainless steel substrate will have an adverse effect on the corrosion resistance of the CoCrFeNi-CNTs composite coating. Pitting corrosion will be formed in the region of the dropped Si/C inclusion. Therefore, strictly restricting the inclusion of Si/C into the coating will further improve the corrosion resistance of the CoCrFeNi-CNTs composite coating.