
Xiaokun Wang. Manufacture of a large off-axis SiC parabolic mirror[J]. Chinese Optics Letters, 2015, 13(Suppl.): S22401
- Chinese Optics Letters
- Vol. 13, Issue Suppl., S22401 (2015)
Abstract
Using aspheric surfaces in an optical system not only can reduce the complexity of the system, but also can greatly improve the performance of the system. Therefore, an aspheric surface becomes a very important component of the military and civilian optical system; it is used in various photoelectric fields such as remote space sensing, astronomical observation, exploration and photoelectric tracking equipment, lithography lenses, and high-performance cameras[
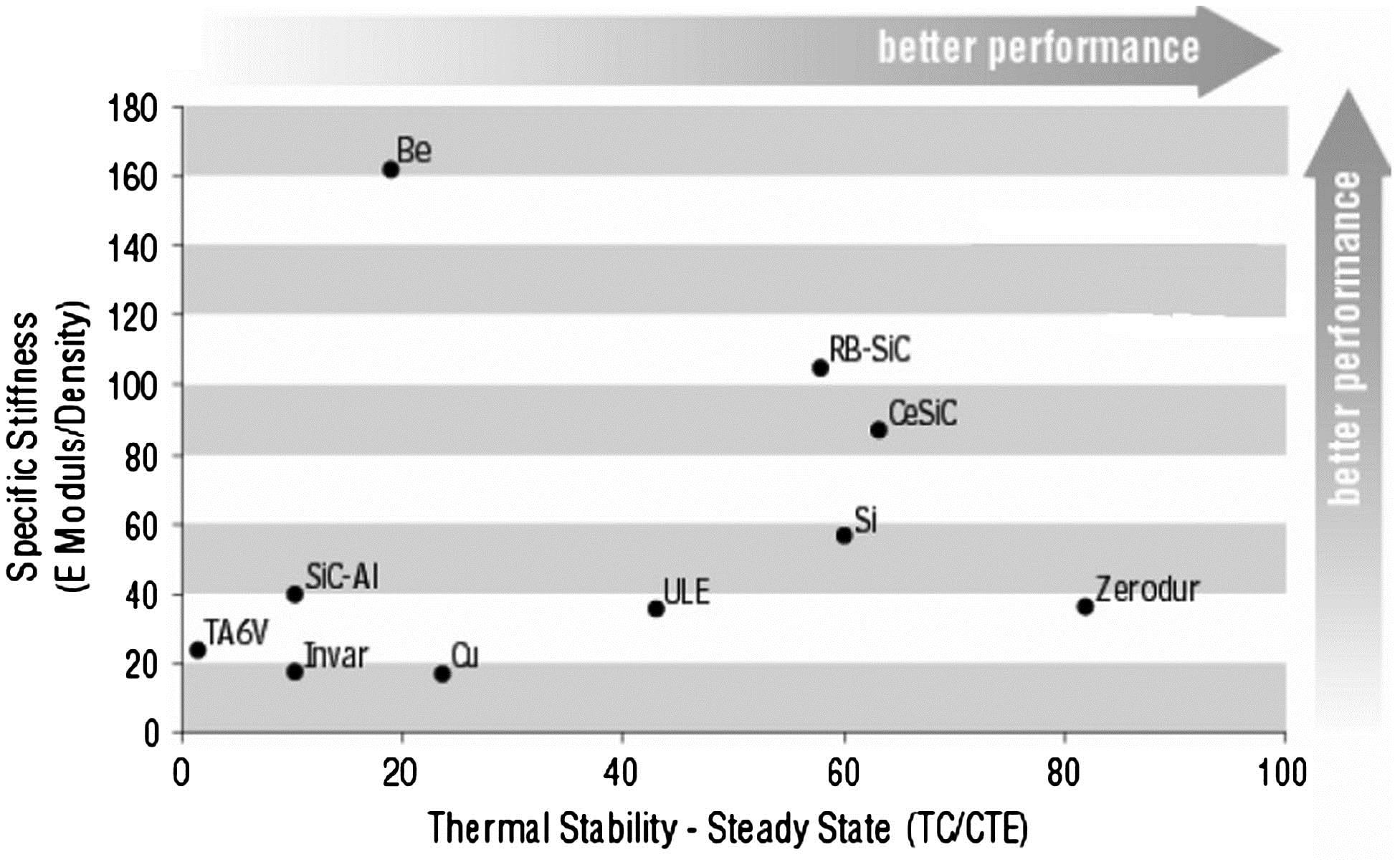
The mirror is a key component of the space camera system. In order to guarantee the stability and reliability of the space mirror during application, the material of the mirror should have a low density, high specific stiffness, a small thermal expansion coefficient, good heat conduction performance, and a strong ability to resist radiation characteristics, etc.[
At present, the common material of the optical mirror includes ULE (ultra low expansion glass produced by Corning), Zerodur (a glass ceramic produced by Schott), Be (beryllium), and SiC (silicon carbide), etc. In order to reduce the launch weight and keep the form of the surface, the mirror must be very light in weight and have good thermal stability[
Sign up for Chinese Optics Letters TOC. Get the latest issue of Chinese Optics Letters delivered right to you!Sign up now
![]()
Figure 1.Primary characters of the SiC and traditional mirror materials.
In this Letter, the key technology for the fabrication and measurement of a large SiC mirror has been researched, combined with engineering practice, and an excellent SiC off-axis asphere has been manufactured.
In order to realize the fabrication of a SiC mirror, we have designed and developed the FSGJ-2 numerical control machine[
![]()
Figure 2.Computer controlled FSGJ-2 machine for manufacturing large aspheric surfaces.
The flow chart of the fabrication and testing of the SiC aspheric mirror is given in Fig.
![]()
Figure 3.Flow chart for manufacturing a large aspheric mirror.
Combined with engineering examples, a large SiC off-axis aspheric mirror with an aperture of 820 mm has been fabricated and tested by the proposed method. The vertex radius of curvature is 4573.97 mm, the conic constant is
First, the aspheric mirror was milled and ground by the DMG milling machine and the FSGJ-2, successively, and the surface error was tested by the CMM, which is shown in Fig.
![]()
Figure 4.Testing large mirror by a CMM.
![]()
Figure 5.Polishing large mirror with a FSGJ-2.
In order to test the mirror by interferometry an Offner lens corrector was designed and customized. The null corrector can introduce enough aberration into the test beam so that it eliminates the aberration produced by testing the aspheric surface at its center of curvature[
![]()
Figure 6.Testing of aspheric mirror by null compensation.
![]()
Figure 7.Initial surface map tested by interferometry.
![]()
Figure 8.Final test result by a CMM.
The test results must be used to guide the fabrication, but the test results are in the testing coordinates, which are in units of pixels, while the fabricating coordinates are in units of millimeters. Also, the surface map is distorted; the shape of the mirror is round, but the shape of the surface map is elliptical. We needed to calibrate and unify these two kinds of coordinates[
![]()
Figure 9.Configuration for coordinate calibration.
The coordinates of targets in the test results can be described as
The relationship between
In general, taking the first four terms can meet the precision requirement, the best coefficients will be obtained by the least squares fitting, and the distortion can be corrected as follows:
Then, after calibration and correction the relationship between the two coordinates can be written as
By testing and polishing the mirror many cycles, when the RMS of the surface map was better than
![]()
Figure 10.Final test results of the aspheric mirror. Test results of (a) surface map and (b) interferogram.
The key technology and method of fabricating and testing a large aspheric surface especially for a SiC mirror is studied and analyzed, and a reasonable flow chart and processing steps are proposed. The aspheric mirror is ground and polished by a FSGJ-2 with CCOS technology, and a customized null compensator is designed and aligned for the interferometry. As an engineering example, a large SiC parabolic mirror with an aperture of 820 mm is ground, polished, and finished by a FSGJ-2 and an IBF machine sequentially, and the surface map is measured by a CMM and interferometer. Finally, the resulting surface error is better than
References
[1] D. D. Walker, A. T. H. Beaucamp, R. G. Bingham. Proc. SPIE, 4842, 73(2003).
[2] D. Malacara. Optical Shop Testing(1992).
[3] R. B. Huxford. Proc. SPIE, 5249, 230(2004).
[4] J. Chang, Y. T. Wang, T. C. Zhang, M. M. Talha. Proc. SPIE, 6342, 63421Q(2006).
[5] J. Robichaud, J. Schwartz, D. Landry, W. Glenn, B. Rider, M. Chung. Proc. SPIE, 5868, 1(2005).
[6] S. Williams, P. Deny. Proc. SPIE, 5868, 1(2005).
[7] M. Bougoin, P. Deny, T. Zhang, M. M. Talha. Proc. SPIE, 5494, 9(2004).
[8] G. Zhang. The study on fabrication technique of large-scale silicon carbide mirror blank(2008).
[9] P. Su. Absolute measurements of large mirrors(2008).
[10] L. Xu. Study of surface polishing technique and the properties of coated RB-SiC mirrors(2009).
[11] F. Zhang. Opt. Prec. Eng., 18, 2557(2010).
[12] X. Zhang, Z. Zhang, Z. Li. Proc. SPIE, 6721, 672109(2007).
[13] P. Guo, J. Yu. Proc. SPIE, 6150, 259(2006).
[14] D. L. Xue, L. G. Zheng, X. J. Zhang. Proc. SPIE, 5638, 752(2005).
[15] J. M. Sasian, S. A. Lerner, J. H. Burge. Proc. SPIE, 3739, 444(1999).
[16] L. Yan, X. Wang, L. Zheng. Opt. Express, 21, 22628(2013).

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20