Objective Sucker rod coupling failure is a major problem in sucker rod pumping systems, which are frequently used in oil fields worldwide. Surface modification of sucker rod couplings is an economical method to address this problem. High speed laser cladding (HSLC), which is proposed on the basis of laser cladding technology, is a novel additive manufacturing technology for surface modification. A HSLC modifies the relative positions of laser beam, spray powder, and molten pools, thus powder particles can be heated to their melting point before being guided into the molten pool. Due to limited transmitted laser energy, a micro-molten pool can form on the substrate such that a coating with low dilution ratio and metallurgical bonding is produced. The HSLC in this study has a higher cladding efficiency (500 cm 2/min) and a suitable coating thickness (25 μm to 500 μm), which overcomes the efficiency obstacle of conventional laser cladding technology. It provides a highly efficient and low-cost production method for the fabrication of thin coatings on sucker rod couplings to improve their surface properties (such as hardness, wear resistance and corrosion resistance). In this paper, martensitic stainless-steel coating is prepared on the surface of a 35CrMo sucker rod coupling by HSLC, followed by laser remelting (LRM), to explore a new way to improve wear resistance and corrosion resistance of the sucker rod couplings.
Methods Martensitic stainless-steel powder, with particle diameters ranging from 15--53 μm, is selected as the cladding material. Coatings are prepared by a ZKZM-4000 HSLC system. The laser cladding parameters are: 3500 W laser power, 7 m/min scanning speed, and 60% overlap ratio. The remelting parameters are: 3500 W laser power, 15 m/min remelting speed, and 50% overlap ratio. After the laser cladding and remelting processes, specimens are cut from the substrate, then mounted, ground, and polished for microstructure observation and property testing. The microstructure of the HSLC and LRM coatings are characterized by optical microscopy. The phases of the coatings are determined by X-ray diffraction (XRD). The hardness distribution of the coatings is studied using a hardness meter. The tribological properties are tested using a MFT-EC4000 friction and wear tester. Potentiodynamic polarization and electrochemical impedance spectroscopy of the coatings and substrate, in a 3.5% NaCl solution, are also measured using a Perkin-Elmer M398 electrochemical workstation.
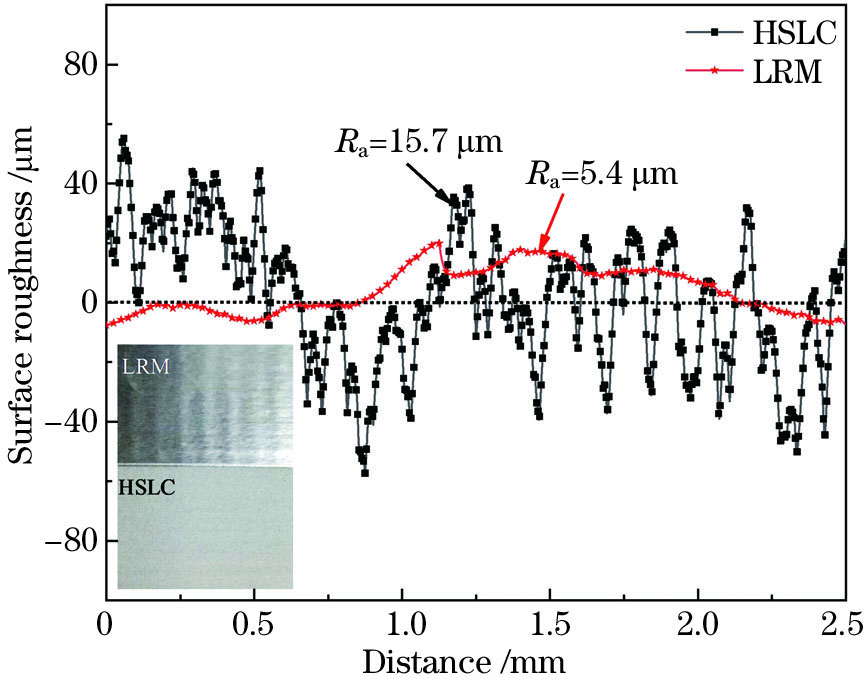
Results and Discussions The HSLC coating is fully dense, smooth, and without any noticeable stomata, inclusions, or cracks. The thickness of the coating is approximately 512 μm, while the heat affected zone is only about 85 μm. The surface roughness of HSLC is 15.7 μm. LRM can reduce the surface roughness to 5.4 μm because of the remelting of surface powders. The HSLC coating is composed of single martensitic structure. The phase composition does not change after LRM processing. However, the width of the diffraction peak varied due to the changes in grain size. The HSLC coating shows a special multi-layer lapped character. The coatings form a metallurgical bond with the substrate due to the maximum temperature gradient and slow growth rate; planar crystals appear at the combined zone. The middle cladding layer contains dendrites with a typical epitaxial growth tendency along the temperature gradient. Near the surface of the coatings, the dendrites become fine equiaxed grains without an obvious preferential growth direction. LRM can improve the multi-layer lapped character and refine the dendrites. Some lump-structure dendrites are formed in the surface because of the high cooling rate.
The average hardness of the HSLC and LRM coatings is 470 HV and 494 HV, respectively, which is about 2.2 times that of the substrate. The average friction coefficient of the substrate, HSLC coating, and LRM coating are 0.22, 0.24, and 0.33, respectively. However, the wear loss of the LRM coating, HSLC coating, and substrate increases in that order. The wear loss of the samples does not show an obvious relationship with their friction coefficients, which suggests contributions from various wear mechanisms. The worn surface of substrate shows various ploughed groves parallel to the sliding direction, which is a typical feature corresponding to the abrasive wear mechanism. However, wear pits can be found on the worn surface of the HSLC and LRM coatings. The worn scar of the HSLC coating or LRM coating is shallower and wider than those of the substrate, which contributes to the adhesion wear mechanism.
Both HSLC and LRM coatings show excellent corrosion resistance with passive regions. The self-corrosion potential (Ecorr) for the LRM coating is highest, at approximately -0.370 V, and the self-corrosion current density (Icorr) is lowest, at 2.599 μA/cm2. The HSLC coating and substrate have Ecorr and Icorr values of -0.5261 V and 6.195 μA/cm2 and -0.7469 V and 9.259 μA/cm2, respectively. Nyquist plots for the substrate, HSLC coating, and LRM coating are all unfinished capacitance arcs with different radii and impedances. The analog circuit could be expressed by R(QR). The corrosion resistance of the coatings is also evaluated by the model value of impedance (|Z|) and the phase value; a higher value of impedance and phase angle suggest a more stable passive film. The maximal value of capacitive arc radius, impedance, and the phase angle are all higher for the LRM coating. HSLC improved the wear resistance and corrosion resistance of the substrate and LRM further improved the performance of the HSLC coating.
Conclusions A novel HSLC and LRM technique successfully developed a pore and crack-free martensitic coating on a sucker rod coupling surface. The HSLC coating shows a gradient structure, consisting of planar crystal, columnar dendrites, and equiaxed crystals from bonding zone to surface. The coating exhibits good wear resistance and corrosion resistance. LRM leads to refined dendrites and a uniform distribution of composition, which is helpful for enhancement of surface properties. HSLC and LRM are potential methods for improving the wear resistance and corrosion resistance of sucker rod couplings for industrial applications.