
Wang Can, Lü Junxia, Zhang Jianchao, Wu Shikai. Effects of Filler Wires on A7204 Aluminum Alloy Joint by Fiber Laser-VPTIG Hybrid Welding[J]. Chinese Journal of Lasers, 2018, 45(3): 302002
- Chinese Journal of Lasers
- Vol. 45, Issue 3, 302002 (2018)
Fig. 1. Metallographic microstructure of A7204 aluminum alloy
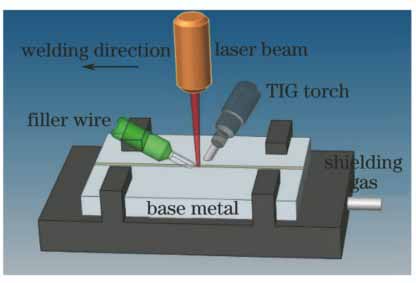
Fig. 2. Schematic of welding experimental setup
Fig. 3. Schematic of tensile specimen
Fig. 4. Macroscopic appearances of welds under three kinds of filler wires. (a) ER5087; (b) ER5356; (c) ER4047
Fig. 5. Microstructures at different positions of welds under different filler wires. (a) ER5087,upper part ; (b) ER5356, upper part; (c) ER4047, upper part; (d) ER5087, lower part; (e) ER5356, lower part; (f) ER4047, lower part
Fig. 6. (a) Tensile properties of joints welded with three kinds of filler wires and base metal after natural aging; (b) cross-sectional morphology of joint welded with ER5087 filler wire after natural aging
Fig. 7. Microhardness of joints welded with three kinds of filler wires
Fig. 8. Microhardness at different positions of joints welded with ER5356 filler wire. (a) Upper part; (b) lower part
Fig. 9. TEM images at different parts of joints welded with ER5356 filler wire and some diffraction spots. (a) Weld; (b) base metal; (c) heat-affected area near to weld; (d) heat-affected area far from weld
|
Table 1. Chemical compositions of A7204 aluminum alloy and filler wires (mass fraction, %)

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20