GH3128 has the benefits of strong heat, pressure, and corrosion resistance, and is extensively employed in high-temperature components of active thermal protection structures in the aerospace field. Laser welding is the primary manufacturing process of active thermal protection components, and the lap joint is the primary joint form. The thermal load condition of the active thermal protection components is harsh, which puts forward higher demands on the high-temperature mechanical properties of lap joints. In this study, in view of the joint forms and high-temperature short-time work characteristics of active thermal protection components, the microstructure and mechanical properties of GH3128 lap joints under different vacuum heat treatment conditions are investigated on the basis of fiber laser non-penetrating deep fusion welding process under the condition of side blowing protection.
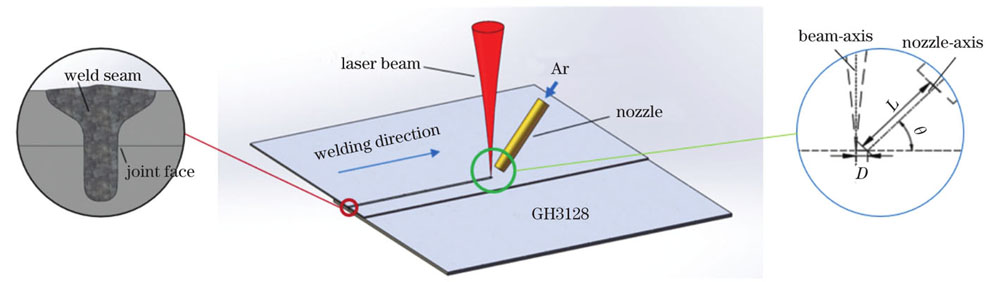
The test materials are GH3128 plates with the solution state, the upper plates' size is 200 mm×150 mm×1 mm, and the lower plates' size is 200 mm×150 mm×2 mm. The light source is a fiber laser with a wavelength of 1060-1070 nm. The beam focusing parameter is Kf=8 mm· mrad, the transmission fiber core diameter is 200 μm, the output coupling collimator's focal length is 200 mm, and the focusing lens' focal length is 300 mm. High purity Ar gas is employed as the protection gas, and the flow rate is 8 L/min. The nozzle's inner diameter is 8 mm, the phosgene spacing is 2 mm, the nozzle's output length is 6 mm, and the protective gas output angle is 50°. The welding process parameters are as follows: the laser output power is 1500 W, the welding speed is 2 m/min, and the defocusing is 0. After welding, the mechanical properties of GH3128 lap joints are tested, and the GH3128 lap joints are subjected to 900 ℃ vacuum heat treatment with different cycles.
The weld is corroded with aqua regia (6 mL HCl+ 2 mL HNO3), cleaned with alcohol, and used as a metallographic sample. An optical microscope is employed to observe the weld morphology. The fracture and microstructure are observed using a scanning electron microscope. The weld hardness is tested using a microhardness tester with a load of 100 g and loading time of 15 s. The tensile testing machine is employed to test the tensile properties of each batch of samples at room temperature. The tensile testing machine is employed to test the weld's tensile properties at 900 ℃. At 900 ℃, the equipment is employed to test the weld's creep property. The tensile force is 800 N and the time is 6 h.
The joints are typical "nail head" weld shapes in deep fusion welding, and there are circular sporadic pores near the weld's root at the joint surface's lower part. The joint microstructures are primarily columnar crystals, symmetrically dispersed along the weld center line, and the growth direction is perpendicular to the fusion line (Fig. 4). The columnar crystals near the "nail head" at the upper part of the weld are longer compared with the columnar crystals at the joint surface and the lower weld. After vacuum heat treatments with different cycles, the weld joint's grain size becomes larger and there are no microcracks around the porosity.
The microhardness of lap joints under different heat treatment cycles is higher than that of the base metal, and the microhardnesses of the weld joints and base metal have no visible change (Fig. 6). The tensile properties demonstrate that the GH3128 lap joints' tensile strength at high temperatures decreases by about 50% compared to that at the room temperature. After different heat treatments, the joint's tensile strength at the room temperature increases by about 35%. The joint's tensile strength increases by about 20% at 900 ℃ (Fig. 7). Vacuum heat treatment can enhance the joints' tensile strength, but the number of heat treatment cycles has little impact on the joints' tensile strength at room temperature and high temperature. The creep property test findings demonstrate that the creep curve's slope of joints without heat treatment is the largest. The slope of the joints' curves after heat treatment increases slightly with the increase in numbers of heat treatment cycles, but it is far less than the slope of the specimen's creep curves without heat treatment (Fig. 10).
The microstructure of lap joint faces after heat treatments with different cycles is observed and examined. The findings demonstrate that the microstructure at the joints' central position without heat treatment is primarily made of small columnar dendrites, while the columnar dendrite structure at both sides of the central line of the joints is slightly larger in size. After the first heat treatment, the grain boundaries of coarse equiaxed grains appears at each position of the joint interface, and the dendrite structure demonstrates the sign of melting. After heat treatments with five cycles, the columnar dendrite structure at each position of the interface melts within the equiaxed grain. After each heat treatment, there is no microcracks on the bonding surface (Fig. 12). After heat treatment, the joints' coarse equiaxed grain may be the reason for enhancing of tensile and creep properties of joints at high temperatures.
Compared with the joints without heat treatment, the tensile properties of GH3128 lap joints at room temperature and high temperature increase by 35% and 20%. Simultaneously, the joints' creep property is significantly enhanced, and the joints' maximum creep strain decreases from 1.08%(without heat treatment) to 0.12%( after heat treatments with five cycles). The analysis of the joints' microstructure demonstrates that the joints' grain size becomes larger and the dendrite structure in the grain is gradually melted after heat treatments with five cycles. After heat treatments with five cycles, the joints' microstructure is coarse equiaxed grain, and the dendrite structure is entirely melted. The joints' fracture morphology demonstrates that there are "parabolic" dimples on each fracture, and the opening direction is consistent with the direction of the tensile force, demonstrating ductile fracture characteristics without microcracks. The number of heat treatment cycles has little impact on the microhardness, and tensile properties at room temperature and high temperature. With the increase in the number of heat treatment cycles, the joints' creep properties decrease, and the joints' maximum creep strain increases from 0.05% (after heat treatment with one cycle)to 0.12%(after heat treatments with five cycles).