
Xuwen Li, Gang Song, Zhaodong Zhang, Liming Liu. Microstructure and Properties of 316 Stainless Steel Produced by Laser-Induced Arc Hybrid Additive Manufacturing[J]. Chinese Journal of Lasers, 2019, 46(12): 1202006
- Chinese Journal of Lasers
- Vol. 46, Issue 12, 1202006 (2019)
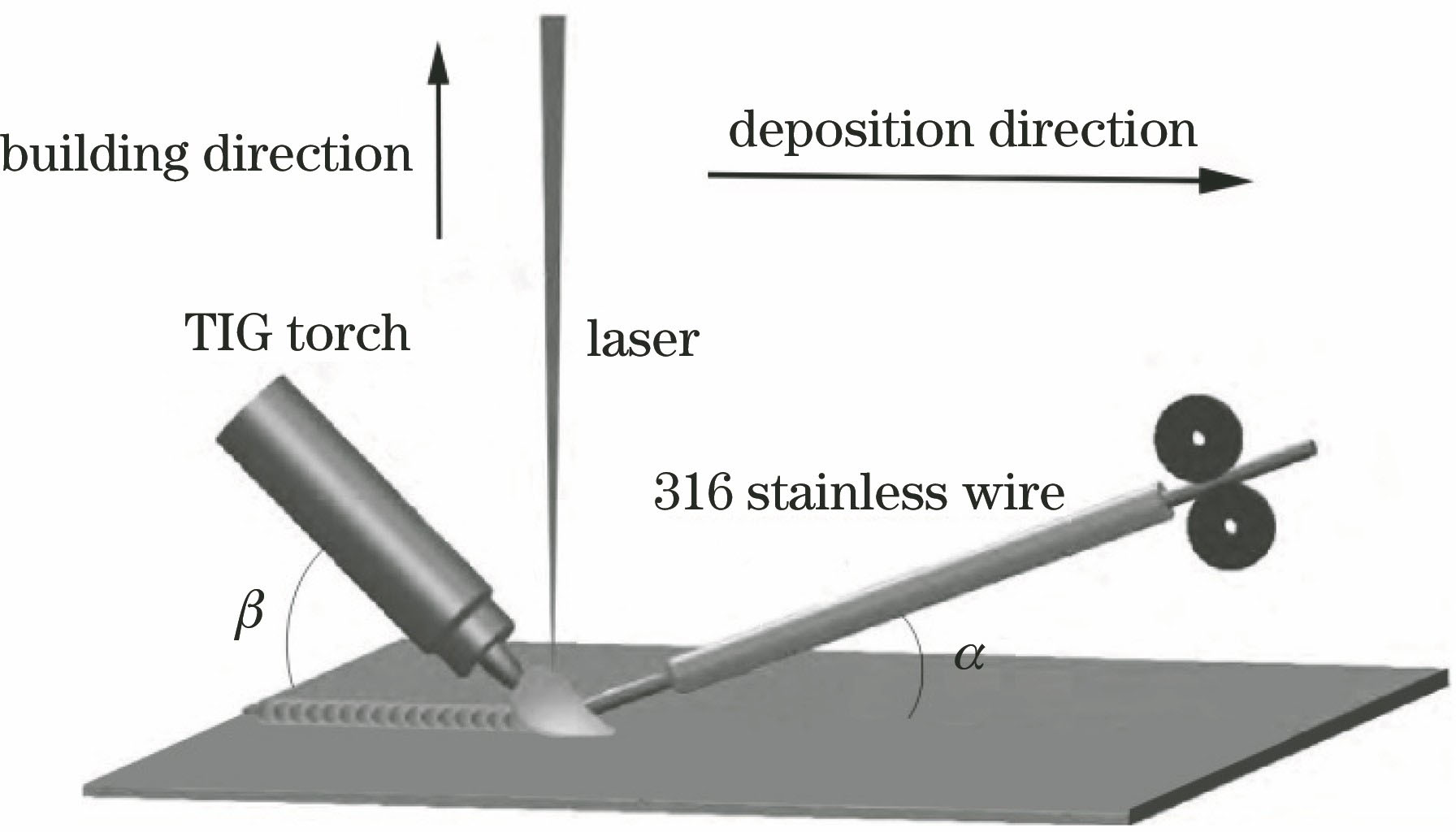
Fig. 1. Diagram of laser-induced TIG arc hybrid additive manufacturing device
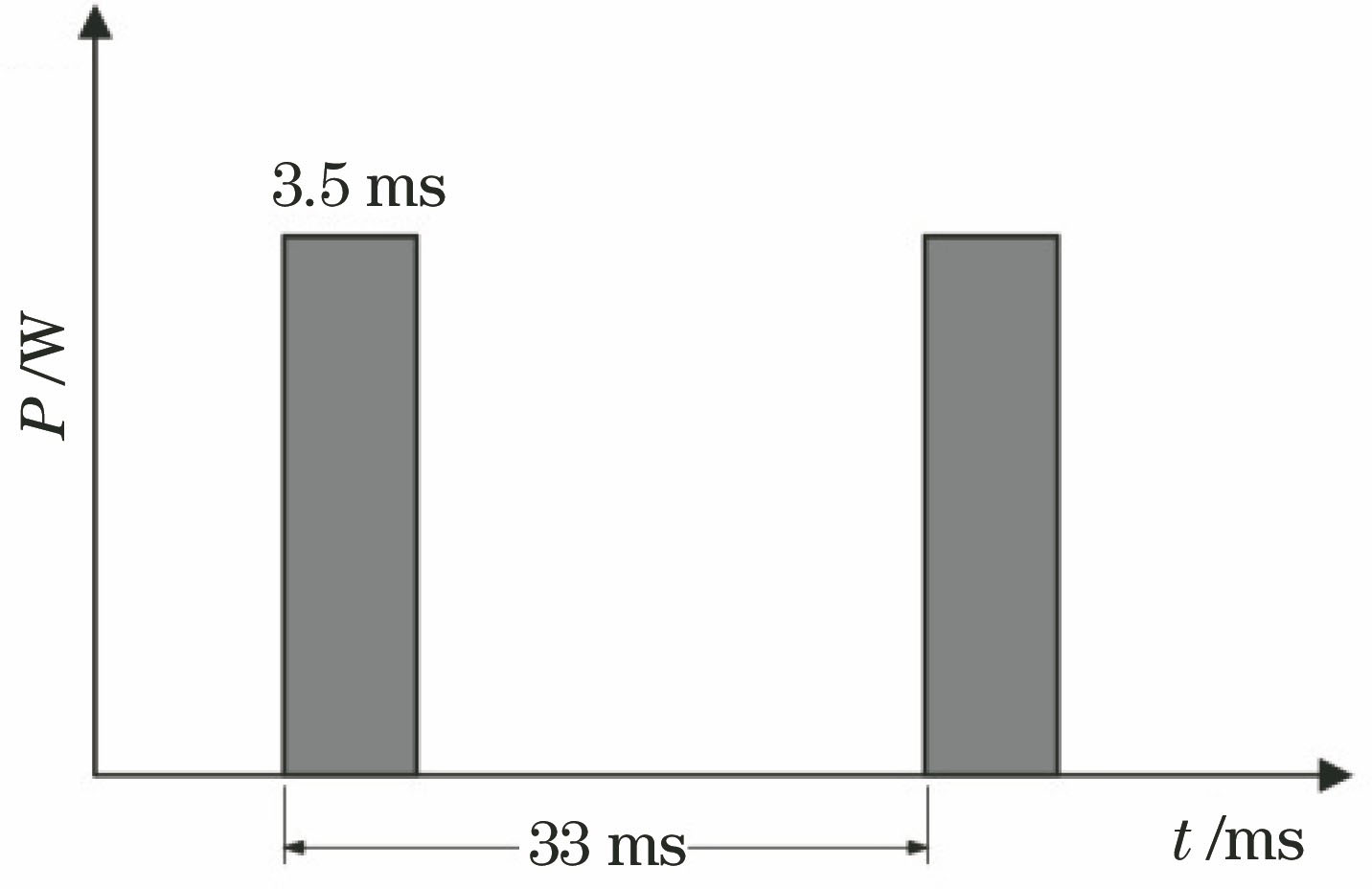
Fig. 2. Pulse laser waveform
Fig. 3. Walls produced by single TIG arc additive manufacturing at different deposition speeds. (a) 400 mm·min-1; (b) 800 mm·min-1
Fig. 4. Typical walls produced by laser-induced arc hybrid additive manufacturing when laser power is 200 W
Fig. 5. Sample locations
Fig. 6. Size of tensile sample
Fig. 7. Arc shapes of two additive manufacturing methods when arc current is 300 A. (a) Typical single TIG arc shape (deposition speed is 400 mm·min-1); (b) typical laser-induced arc shape (laser power is 200 W, and deposition speed is 800 mm·min-1)
Fig. 8. Morphologies of walls produced by additive manufacturing at different laser powers. (a) 0 W; (b) 200 W; (b) 400 W; (d) 600 W
Fig. 9. Effect of laser power on tensile strength of wall
Fig. 10. Morphologies of different locations of wall produced by additive manufacturing. (a) Lower part; (b) middle part; (c) upper part; (d) top
Fig. 11. Microhardness of wall produced by additive manufacturing from bottom to top at 200 W laser power
Fig. 12. XRD patter of wall produced by laser-induced arc additive manufacturing
Fig. 13. BSE analysis of wall produced by laser-induced arc additive manufacturing
Fig. 14. EPMA analysis of wall produced by laser-induced arc additive manufacturing. (a) Cr; (b) Ni
|
Table 1. Chemical composition of GMS-316 stainless steel wire
|
Table 2. Parameters of other additive manufacturing technologies
|
Table 3. Deposition speed and heat input at different laser powers

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20