The ionic liquid electrospray thruster, characterized by its high specific impulse, compact size, controllable thrust, and self-neutralizing beam, is effectively utilized in attitude control and orbit modification of micro and nano satellites. The emitter, which is comprised of a microcone array, serves as a critical component of the thrusters. A passive supply of ionic liquid is realized by employing sintered porous glass as the emitter material. This type of glass offers superior resistance to electrical corrosion than porous metal, thereby enhancing the thruster’s lifespan. However, processing porous glass presents a challenge due to its inherent brittleness. The ultrafast laser, notable for its low thermal impact and excellent adaptability to various materials, offers a viable solution to this issue by enabling minimal-damage processing of the porous glass. However, the fabrication of porous glass emitters using ultrafast lasers is not extensively reported, necessitating further investigation into the machining process and resultant performance. In this study, the ultrafast laser machining process for producing high-precision, uniform, and densely arranged porous glass microcone arrays is examined. The outcomes of this research will pave the way for the feasible production of porous glass emitters for ionic liquid electrospray thrusters.
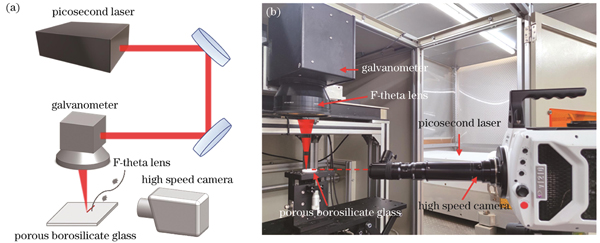
In this study, G5 grade porous borosilicate glass is employed, and it is processed via ultrafast laser with a pulse width of 8 ps. First, the material removal behavior of porous glass is examined. The morphology differences between porous glass and K9 glass after laser pulse are compared via scanning electron microscopy, and their average material volumes removed by single laser pulse are measured via laser confocal microscopy. Subsequently, an in-situ high-speed camera is used to observe the material removal behavior of porous glass and K9 glass. This enabled an in-depth analysis of the material removal mechanism of porous glass. Furthermore, the ultrafast laser machining process of porous glass microcone array is examined. The effects of scanning strategy and machining allowance on the geometric features of microcone array are analyzed, and a microcone array with good uniformity and high sharpness is fabricated. Finally, porous glass emitters are manufactured using an ultrafast laser. These emitters served as the foundation for the assembly and testing of an electrospray thruster.
According to the morphology after several laser pulses, the diameter of the material removal range for porous glass is approximately twice the spot size, and the average volume of porous glass removed by single laser pulse is approximately 16.2 times that of dense K9 glass (Fig.4). An in-situ observation reveals a large quantity of debris eject from the porous glass during laser processing. The diameter of this debris is similar to that of a porous glass particle (approximately 50 μm), a phenomenon not observed when processing K9 glass (Fig.5). Therefore, the material removal mechanism for porous glass involves laser-induced particle spalling, which differs from that of K9 glass, where ablation is dominant (Fig.6). Furthermore, factors influencing the geometric features of the microcone array are investigated. It is determined that the apex size and height uniformity of the microcone array decrease with the reduction in machining allowance (Figs.8 and 9). Local spalling at the apex of cones can be suppressed by adopting a scanning strategy with feeding from the edge to the center of the microcone, resulting in better uniformity (Fig.9). In the final stage of the study, porous glass emitters with various geometric features are manufactured using an ultrafast laser. Each emitter comprises 1836 microcones, with a density of up to 2174/cm² (Fig.11).
In this study, the ultrafast laser machining process of porous glass emitter microcone array is examined. By comparing the morphology after ablation, average material volume removed by single laser pulse, and in-situ observation, it is verified that sintered porous glass exhibits the material removal behavior of ultrafast laser induced particle spalling. Next, the ultrafast laser machining process of porous glass microcone array with high sharpness and good uniformity is examined. Porous glass microcone array, with an average apex size of 20 μm, can be fabricated using the scanning strategy with feeding from the edge to the center of the microcone and machining allowance of 60 μm. Based on this processing technology, porous glass emitters are fabricated. During testing, each emitter demonstrates a measured thrust of 90 μN under a 3.0-kV condition.