
Ling Xiong, Erhui Qi, Xiao Luo, Feng Zhang, Donglin Xue, Xuejun Zhang. Stitching swing arm profilometer test for large aperture aspherics[J]. Chinese Optics Letters, 2019, 17(11): 112201
- Chinese Optics Letters
- Vol. 17, Issue 11, 112201 (2019)
Abstract
Fabrication for a large optical surface is difficult because of the complicated tooling needed for all stages of manufacturing and measuring. It is especially difficult for fabricating a silicon carbon (SiC) surface, because this kind of material is so hard to remove. The general fabricating process for a large SiC optical surface includes milling, grinding, and polishing. For SiC mirrors, the material removal rate of polishing is much lower than that of grinding. To achieve a high efficiency for overall fabrication, it is a good way to remove as much residual error of the surface shape as possible during the grinding process. Generally, during the abrasive ground state, low-order Zernike aberration terms are a major part to be processed, while mid-order Zernike aberration terms are left to be fine ground before the polishing state. In this case, the test ability for mid-order Zernike aberration terms is so important for profile measurement that guides the fabricating process from the grinding state into the polishing state.
For testing large aperture optics, a swing arm profilometer (SAP) has shown its powerful performance for testing either ground or polished, concave or convex, spherical or aspherical surfaces[
In this Letter, we discussed a dual-region stitching mode for SAP with a short arm to test the large aspheric surfaces. On the one hand, in dual-region stitching mode, the sampling density was increased with the same time elapsed. On the other hand, SAP system errors were reduced with a shorter arm. Firstly, based on the principle of the SAP test, an evaluation method of SAP sampling density was discussed, and an evaluation model was built. Then, a test mode was programmed to improve the sampling density; meanwhile, system sensitivity to noise was tested with a long arm and a short arm separately. Finally, a stitching SAP (SSAP) test experiment was conducted on a 3 m aspheric mirror, which verified the test ability for mid-order Zernike aberration terms with high accuracy and efficiency.
Sign up for Chinese Optics Letters TOC. Get the latest issue of Chinese Optics Letters delivered right to you!Sign up now
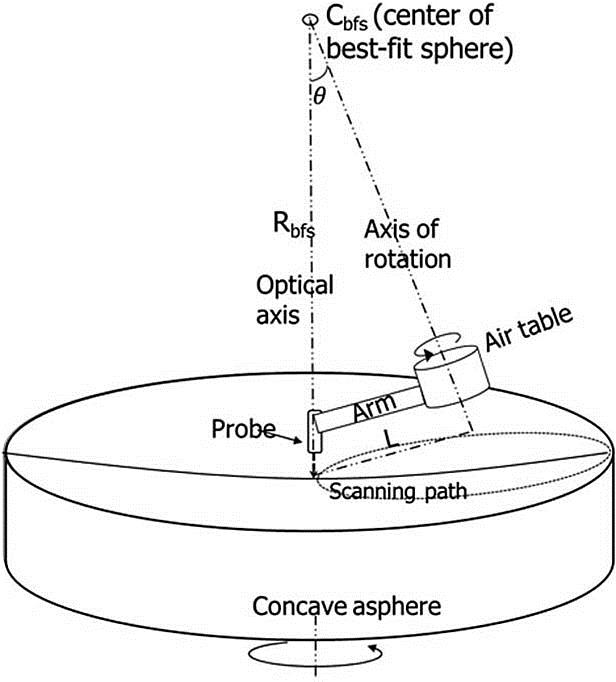
The basic geometry of the SAP is shown in Fig.
![]()
Figure 1.Principle of the SAP test.
For a traditional SAP test, work from the University of Arizona was reported on testing a 1.4 m aspheric surface. During a test, the off-axis parabolic surface was scanned in 64 equally spaced arcs, as the profiling pattern shown in Fig.
![]()
Figure 2.Profiling pattern of 64 scan arcs used for measuring the 1.4 m convex asphere; coordinate units are mm (Ref. [
We designed a hung SAP with a short arm to test aspheric surfaces[
![]()
Figure 3.Profile pattern of 72 scan circles.
In coordination with the whole trajectory shown in Fig.
Coordination
Coordination of other intersections at the
According to circular symmetry, at line
![]()
Figure 4.Geometrical diagram of
The position of other intersections at line
So far, given the number of the scan arcs, the radial positions of
For the SAP test for the 1.4 m mirror, as reported in Ref. [
![]()
Figure 5.Area distribution of corresponding gridding of the intersections.
The scale of mid-order Zernike aberration terms is related to the whole size of the surface map. To evaluate the sampling density generally, the scan pattern was discussed with the radial position normalized by 2
![]()
Figure 6.Normalized sampling area density distribution of different scan arcs used.
Due to the character of the SAP test, the sampling density was not uniformly distributed in scope of the whole aperture. For
Aiming to improve test efficiency, we discussed an SSAP test mode, with less scan arcs in the inner region and more scan arcs in the outer region.
For the outer region test shown in Fig.
![]()
Figure 7.(a) Profile pattern and (b) geometrical diagram of
According to Fig.
![]()
Figure 8.(a) Stitching profile pattern for 3 m diameter mirror. (b) Ratio of sampling area density.
The displacement sensor used was a spectral confocal sensor from Micro-Epsilon Corporation. Its type was IFS2401-3 in the measuring range of 3 mm. Calibration for the sensor was implemented on a single point diamond turning (SPDT) machine shown in Fig.
![]()
Figure 9.(a) Calibration of sensor on SPDT and (b) noise from the sensor.
In the initial SAP test system for abrasive grinding, scan radius
![]()
Figure 10.Noise of the SAP system with arm length of 758 mm.
Noise related to the length of the arm was
In the SSAP test system, scan radius
![]()
Figure 11.Noise of the SSAP system with arm length of 467 mm.
So, the noise related to the length of the short arm was
From the result above, the SSAP system with a short arm displayed better ability on noise suppression.
A 3 m concave off-axis aspheric mirror with 1600 μm aspheric departure was fabricated with the SAP test system as main method of metrology. During a test in the initial fabricating period, the surface was scanned in 72 equally spaced arcs. When the surface residue converged within 20 μm in peak valley (PV), considering the test for mid-order Zernike aberration terms, the mirror was scanned in 144 equally spaced arcs. In our lab, the SAP was rigidly mounted to an axis of the Gantry numerical control machine tool (GNCMT) to allow
![]()
Figure 12.SAP
The SAP test results of 72 arcs and 144 arcs were compared to show the test ability of the SAP with different sampling densities. The test results of 72 arcs are shown in Figs.
![]()
Figure 13.(a), (b) Comparison of SAP test data in 72 scan arcs. (c) Difference with first 37 low-order Zernike aberration terms removed.
Test results of 144 arcs are shown in Figs.
![]()
Figure 14.(a), (b) Comparison of SAP test data in 144 scan arcs. (c) Difference with 37 low-order Zernike aberration terms removed.
Finally, we implemented the SSAP test on a 3 m mirror, as shown in Fig.
![]()
Figure 16.(a), (b) SSAP test results for 3 m mirror. (c) Test repeatability with 37 low-order Zernike aberration terms removed.
![]()
Figure 15.SAP
The SAP test has played an important role in testing large aspheric optics. This Letter discussed a stitching way of the SAP test with a short arm to achieve high quality and efficient test for large or extremely large optics in the future. The experiment on a 3 m aspheric mirror verified the feasibility of the SSAP test. Moreover, it demonstrated an improved performance of test repeatability of 0.940 μm PV, rivaling the SAP with a long arm, whose test repeatability was 1.307 μm in PV.
It is easy to know that the performance of the SSAP would be better when testing axis-symmetric aspheric surfaces, because with the SSAP test mode, the measuring range of the displacement sensor will be reduced in the inner and outer regions. It means a probe with a higher accuracy can be used, and higher precision measurement would be achieved.
So, the work in this Letter exhibited a potential mode for the SAP test to achieve measurement of larger optics in the future. Further study will focus on improving the accuracy of the stitching algorithm.
References
[1] P. Su, C. Oh, R. E. Parks, J. H. Burge. Proc. SPIE, 7426, 74260J(2009).
[2] J. H. Burge, S. Benjamin, D. Caywood, C. Noble, M. Novak, C. Oh, R. Parks, B. Smith, P. Su, M. Valente, C. Zhao. Proc. SPIE, 7426, 74260L(2009).
[3] Y. Wang, P. Su, R. E. Parks, C. Oh, J. H. Burge. Opt. Eng., 51, 073606(2012).
[4] A. Lewis, S. Oldfield, M. Callender, A. Efstathiou, A. Gee, C. King, D. Walker. Proceedings of Simposio de Metrología, 101(2006).
[5] H. Jing, Z. Lin, L. Ma, S. Wu, F. Wu. J. Eur. Opt. Soc.-Rap. Publ., 6, 11052(2011).
[6] L. Xiong, X. Luo, Z. Liu, L. Zheng, F. Zhang, X. Zhang. Acta Opt. Sin., 35, 1212002(2015).
[7] L. Xiong, X. Luo, E. Qi, F. Zhang, D. Xue, X. Zhang. Infrared Laser Eng., 47, 217003(2018).
[8] X. Luo. Chin. Opt. Lett., 12, S22202(2014).
[9] L. Xiong, X. Luo, H. Hu, Z. Zhang, F. Zhang, L. Zheng, X. Zhang. Opt. Eng., 56, 084101(2017).

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20