Multi-laser powder bed fusion (ML-PBF) has been widely used in the aerospace, biomedical, and automotive marine industries owing to its high efficiency. ML-PBF equipment consists of multiple energy and scanning systems, such as lasers, galvanometers, F-theta lenses, and other optics. Because the pump source is converted into pump light and then amplified by the gain medium and resonant cavity to form a laser output, there may be deviations in the laser power among multiple lasers. Meanwhile, the power degradation after continuous operation differs. Transmission of a laser beam through an optical path causes different energy losses. Therefore, it is difficult to ensure that each laser beam has the same power during the ML-PBF process. Therefore, this study focuses on the effect of power deviations on the forming quality of a GH3536 nickel-based superalloy using ML-PBF. The metallurgical defects in the overlap region, microstructure, and residual stress characteristics are analyzed by setting up different laser power groups. This study aims to lay a theoretical and technical foundation for ML-PBF to form high-performance large-sized parts.
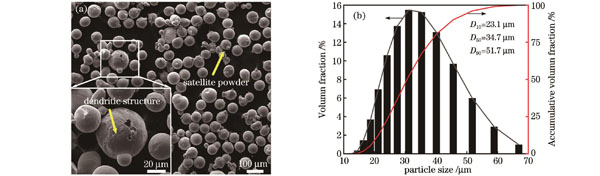
Self-developing ML-PBF equipment was used in this study, and gas-atomized GH3536 nickel-based superalloy powder was measured and found to have a size distribution of 11.2‒66.9 μm. Each group of specimens was first scanned on one side using the optimal laser power (240 W), and the other side was scanned at 250, 260, 270, and 280 W. The width of the overlap regions of the four specimen groups was 150 μm. First, three specimens with dimensions of 4 mm×4 mm×5 mm were machined from the vicinity of the overlap regions of each specimen using wire electrical discharge machining. The relative densities of the specimens were measured using the Archimedes' principle. After grinding with 400‒3000 grit sandpaper and mechanical polishing, the internal pores and cracks were observed using an optical microscope (Leica DM750M, Germany), and the porosity was calculated using Image J software. After etching with A2 electrolyte, the microstructure was observed using a scanning electron microscope (JEOL JSM 7600F, Japan), EBSD characterization was performed using a field emission scanning electron microscope (FEI Quanta 650 FEG, USA), physical phase analyses were conducted using an X-ray diffractometer (PANalytical X'Pert3 powder, Netherlands), and residual stress testing was performed using the (220) diffraction peaks at ten tilt angles. The hardness was measured using a Vickers hardness tester (Wilson 430SVD, USA) with a test load of 29.4 N. Tensile specimens were prepared according to ASTM E8M, and room-temperature tensile tests were performed using a high-temperature endurance tester (Shimadzu AG-IC 100KN, Japan) at a tensile speed of 1 mm/min.
Increasing the power of the overlap laser power causes instability in the overlap region. The relative densities gradually decrease from 99.6% to 99.3%, and the maximum porosity exceeds 0.08%. The pore morphology shifts from tiny round holes to large irregular shapes (Fig. 3). The overlap regions of the four specimen groups consist of a face-centered cubic γ phase. Owing to the thermal accumulation effect in the ML-PBF process, the (200) diffraction peaks of the four groups of specimens shift toward a large angle (Fig. 4). Increasing the overlap laser power promotes the desolvation of the alloying elements; thus, the lattice constants of the four groups of specimens decrease sequentially (Table 1). The increased laser power promotes the fluidity of the metal liquid in the molten pool. When the molten metal contacts the solidified region, it solidifies rapidly and retains the moment of collision with the non-overlap region. Thus, convex folds appear on the surface of the overlap region and are accompanied by powder spattering at the maximum laser power (Fig. 5). Increasing the overlap laser power increases the penetration of the laser into the material. Consequently, the degree of bending at the bottom boundary of the molten pool in the lap zone increases. The internal microstructure of the molten pool in the overlap region after two laser scans retains its characteristics, which consist of both columnar and cellular structures. A higher temperature gradient leads to cracks at the edge of the bonding interface of the neighboring molten pool (Fig. 6). The high temperature induced by the high-power laser improves the movement of the grain boundaries and atomic diffusion, which accelerates the growth rate of grains and promotes the growth of grains from 14.57 to 17.23 μm. When the overlap laser power difference is increased from 20 to 30 W, the proportion of high angle grain boundaries in the overlap region increases from 37.81% to 54.04%. The laser power fluctuation is maintained within 20 W to obtain a high percentage of small-angle grain boundaries (Fig. 7). The specimens are subjected to the cyclic thermal action of the laser during the laser-melting process, which results in frequent transitions between tensile and compressive stresses. Internal stresses affect the residual stress level in the overlap region. The residual stress values of the four specimen groups are 130.6, 68.2, 43.8, and 99.4 MPa(Fig. 8). The hardness decreases with increasing overlap laser power (Fig. 9). The strength and elongation generally decrease with increasing overlap laser power. The ultimate tensile strength reaches 830.9 MPa and elongation reaches 23.7%. The increase in the overlap laser power results in porosity and cracking; the yield strength of the first three groups of specimens is above 670 MPa, and that of the fourth group decreases to 624.1 MPa (Fig. 10).
Four groups of specimens prepared using ML-PBF have a relative density of up to 99.6%. However, when the overlap laser power is increased, the relative density decreases to 99.3%, and the porosity is greater than 0.08%. The γ-phase (200) diffraction peak shifts to a large angle, and the lattice constant decreases. Furthermore, with the increase in the overlap laser power, the grain size in the overlap region increases from 14.57 to 17.23 μm, and the percentage of high angle grain boundaries increases from 36.66% to 55.91%. The residual stress in the overlap region decreases and then increases with increasing overlap laser power. The ultimate tensile strength of the specimens prepared under the four laser power combinations ranges from 792.9 to 830.9 MPa, and the strength reaches its highest value and the elongation is 23.7% when the laser power difference is 10 W.