Laser powder bed fusion (LPBF) technology is a new type of manufacturing method. The three-dimensional (3D) model is sliced using a software, and then, powder is scanned and melted layer-by-layer using laser to obtain a 3D entity. The most studied LPBF alloys mainly include titanium alloys, cobalt-chromium alloys, and nickel-based superalloys. Meanwhile, the most studied LPBF formed aluminum alloys are Al-Si alloys, such as AlSi10Mg. High-strength aluminum alloys represented by 7075 have high hardness and strength and have unique advantages in aerospace and weapon manufacturing industries. However, the wide solidification interval of high-strength aluminum alloys and poor welding performance, defects, such as solidification cracks during the LPBF process, significantly affect the mechanical properties of the LPBF high-strength aluminum alloys, and thus restrict their application in the additive manufacturing field. Current research on the LPBF forming of high-strength aluminum alloys, such as 7075, mainly focuses on material modification and process optimization. This study explores the effect of a Zr-containing amorphous alloy on the forming quality of 7075 high-strength LPBF aluminum alloy. A printed workpiece with stable quality without cracks and defects was obtained. Our study can improve the LPBF printability of high-strength aluminum alloys and promote the expansion of the available engineering material library and process parameter library for additive manufacturing.
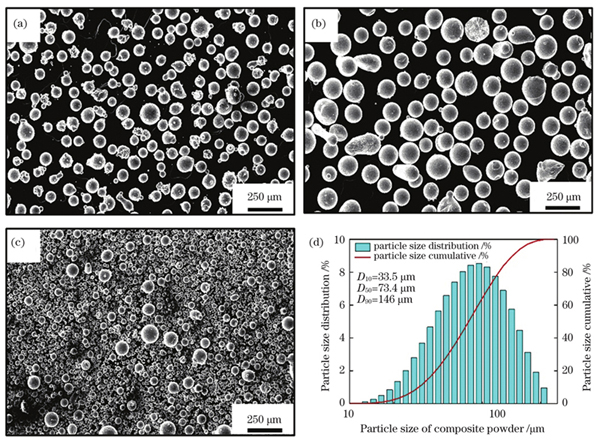
The Zr-containing amorphous and 7075 high-strength aluminum alloys powders were uniformly mixed in a mass ratio of 2: 23 through mechanical powder mixing to obtain composite powder. First, a single-track printing experiment was performed to explore the effects of laser power and scanning speed on the morphology of the single-track channel and the size of the molten pool. Then, a single-layer printing experiment was performed to measure the surface roughness of the printed single-layer and study the effects of the hatch distance on surface quality. Finally, the optimal combination of laser power, scanning speed, and scanning distance was explored by designing an orthogonal experiment with three factors and four levels. The Archimedes drainage and metallographic image methods were used to measure the density. Scanning electron microscope and electron backscatter diffraction technology were employed to study the effect of Zr-containing amorphous alloy on the microstructure of 7075 high-strength aluminum alloy LPBF-formed samples. In addition, the microhardness of the LPBF-formed samples under different process parameters was investigated to characterize their mechanical properties.
This study reveals that the addition of Zr-containing amorphous alloys can effectively achieve grain refinement and has a significant inhibitory effect on solidification cracks in the LPBF printing process of 7075 high-strength aluminum alloy. Orthogonal experiment analysis results show that the change of the laser scanning speed significantly affects the density of the bulk sample, which is a crucial factor affecting the density within the range of the parameters studied in this experiment (Table 4). The optimal process parameters are laser power: 300-340 W, scanning speed: 600-800 mm/s, and hatch distance: 50-70 μm. As the laser energy density is increased from 33.8 to 142.9 J/mm3, the density of the formed sample gradually increases, producing a crack-free formed sample with a density of 99.4% (Fig.7). Then, the molten pool grain structure gradually changes, becoming a small equiaxed crystal with a grain size of only 1-2 μm (Fig.9). Zr-containing amorphous alloys can generate Al3Zr particles during the LPBF process of 7075 high-strength aluminum alloy, promoting the transformation of columnar crystals to equiaxed crystals and inhibiting the generation of solidification cracks (Figs.10 and 11). The introduction of Zr-containing amorphous alloy can optimize the mechanical properties of 7075 high-strength aluminum alloy LPBF prints. The highest average microhardness value of the deposited sample reached 154.4 HV, which is 17.7% higher than that of the unmodified LPBF-printed 7075 high-strength aluminum alloy (Fig. 13).
This study aims to improve the printability and quality control of the LPBF of high-strength aluminum alloys, innovatively introducing Zr-containing amorphous alloys into 7075 high-strength aluminum alloys and study the effect of Zr-containing amorphous alloy on the printing quality of 7075 high-strength aluminum alloy under different process conditions. The analysis of the single-track printing experiment shows that the laser power and scanning speed affect the size and morphology of the single melt pool. Extremely high or low laser power and scanning speeds are not conducive to the formation of stable melt tracks. Analysis of the surface roughness of single-layer printed sample shows that the size of the hatch distance affects the quality of the single-layer surface. When the overlap ratio is 60%-80%, the printing quality of a single-layer surface with a surface roughness of less than 13 μm can be obtained. Orthogonal experimental results show that the highest density and microhardness process overlap, the optimal process parameters are laser power: 300-340 W, laser scanning speed: 600-800 mm/s, and hatch distance: 5070 μm. As the laser energy density increases from 33.8 to 142.9 J/mm3, the molten pool grain structure gradually transforms into fine equiaxed crystals, thereby realizing the complete grain refinement. The crack-free sample with density of 99.4% is obtained, and the hardness of the deposited sample reaches 154.4 HV. The introduction of Zr-containing amorphous alloys can achieve grain refinement in the LPBF printing process of 7075 high-strength aluminum alloy, which has a significant inhibitory effect on the solidification cracks and can improve the mechanical properties of 7075 high-strength aluminum alloy LPBF-formed samples.