The 304L stainless steel membrane sheets in the MARK III LNG containment system are extensively applied, which should be connected by welding in the form of fillet joint. In practical production, plasma arc welding (PAW) is more employed in the joint production. However, the production efficiency is low. So it is considered to apply laser welding in the production to increase the welding speed and enhance the production efficiency. Thus, several investigations are necessary for the application.
In this research, the flow of molten pool and weld formation in 304L stainless steel fillet welding by the circular scanning laser are investigated. Thus, the reason why undercut occurs and how various welding parameters affect its appearance are highlighted, which contributes to preventing undercut from occurring.
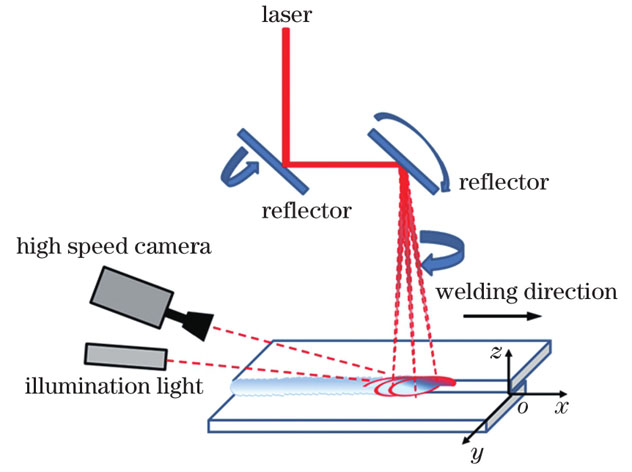
In this study, 304L stainless steel sheets whose depth is 1.2 mm are used. A single factor experiment is carried out to study the influence on the formation of the weld by different welding parameters. Among all of the welding parameters, scanning amplitude and scanning frequency are considered to have a substantial effect during the welding process, so the high-speed photography is employed to study the impact of these parameters on the molten pool’s fluid flow, which is employed to explain the formation of weld with the molten pool solidification and the energy distribution in circular scanning.
The molten pool’s dynamic process from the establishment to stabilization during circular scanning laser welding is observed using high-speed photography. The experimental findings reveal an undercut on the bottom plate welded by circular scanning mode, particularly with larger scanning amplitude, and larger undercut. The scanning laser moves along the preset trajectory, and the high-speed photographic findings reveal a molten pool forming along the moved path of the laser spot during the first scanning period, while unmelted solid remains inside the circular area. In a single scanning cycle, there is a melted loop and an unmelted round area (Fig. 5). The moving of the laser spot superimposes the moving along the welding direction except for its scanning movement, and then the unmelted area gradually decreases because of repeated stacking of the molten pool and eventually reaches a steady-state (Fig. 6). In aggregate, the laser energy is concentrated on both sides of the weld, while the energy in the central region is low (Fig. 10). Under small scanning amplitudes, the unmelted area disappears while it is always there under large scanning amplitudes. Under the scanning laser’s agitation, molten metal of the upper plate spatters at the molten pool’s front due to the impetus from the laser (Fig. 7), which also leads to the lower plate’s molten metal flowing to the upper at the molten pool’s trailing end (Fig. 8). Meanwhile, as the scanning amplitude increases, the absorbed laser energy per unit length decreases, leading to the lower molten pool temperature. Then the molten pool’s front solidifies fast, and thus the unmelted area can not be further reduced. Therefore, the lower plate’s molten metal cannot not be supplemented, which leads to the undercut’s occurrence.
The following conclusions can be drawn from the above experiments.
First, the penetration depth and the degree of undercut of the circular scanning laser overlap joint are negatively correlated with scanning frequency. When other welding parameters are fixed, the higher the scanning frequency is, the smaller the penetration depth is. While welding, the proposed scanning frequency is below 200 Hz, and the scanning amplitude is below 2 mm.
Second, there is base metal loss including spatters or evaporation during welding, which requires melted metal from the upper sheet to supplement. When the scanning amplitude is large or the frequency is high, the molten pool’s solidification speed is fast and the solidification time is short, and then the downward flow channel of molten metal at the molten pool’s front becomes narrower, which leads the downward flow of molten metal to be reduced. Thus, the molten metal at the lower side is not enough and the undercut occurs.
Third, the unmelted area in the molten pool is caused by the energy distribution in the circular scanning. The laser energy is concentrated on both sides of the weld, while the energy in the central region is low. When the scanning amplitude is large (more than 1.5 mm) or the frequency is high (200 Hz), the molten pool’s temperature is low, so the molten pool solidifies fast, creating a large unmelted zone, and then the undercut intensifies.