
Ye Yiyun, Jia Shaohui, Jiao Junke, Shu Xuedao. Aluminum Alloy/Carbon Fiber Reinforced Thermoplastic Laser Butt Welding[J]. Chinese Journal of Lasers, 2020, 47(10): 1002003
- Chinese Journal of Lasers
- Vol. 47, Issue 10, 1002003 (2020)
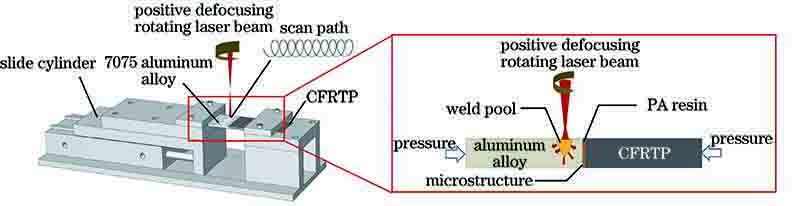
Fig. 1. Schematic of welding fixture and welding principle
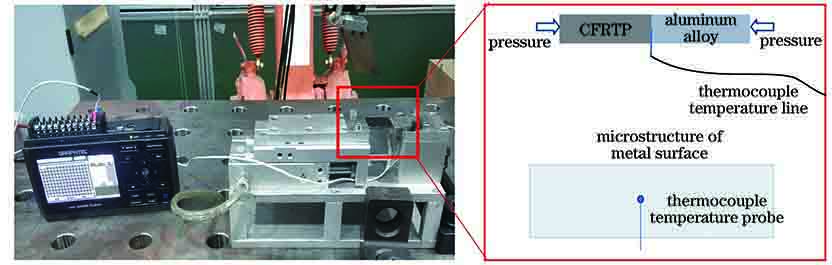
Fig. 4. Temperature measuring device and method
Fig. 5. Tensile strength obtained in each experimental group
Fig. 6. Schematic of samples. (a) Failed welding sample; (b) successful welding sample
Fig. 7. Surface appearance of sample A joint after fracture. (a) Aluminum alloy surface; (b) composite surface
Fig. 8. Surface appearance of sample B joint after fracture. (a) Aluminum alloy surface; (b) composite surface
Fig. 9. Surface appearance of sample C joint after fracture. (a) Aluminum alloy surface; (b) composite surface
Fig. 10. Surface appearance of sample D joint after fracture. (a) Aluminum alloy surface; (b) composite surface
Fig. 11. Measured joint temperature during welding process
|
Table 1. Thermophysical parameters of materials
| ||||||||||||||||||||||||||||||||||||||||||||||||
Table 2. Configuration of experiment parameters
|
Table 3. Orthogonal experimental design
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Table 4. Range analysis of orthogonal experiment

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20