With the rapid development of modern industry, aluminum alloy has been widely used in industrial production due to its excellent physical and chemical properties. Meanwhile, the preparation of high-quality microholes in aluminum alloys is in high demand. Laser drilling technology, when compared with other traditional microhole machining techniques, has the advantages of high processing accuracy and efficiency, good flexibility, and no tool loss. However, the high reflectivity and thermal conductivity of aluminum alloys make it challenging to prepare high-quality microholes. Hence, it is crucial to study the influence of laser parameters on microhole morphologies and tapers and develop laser drilling technology for microholes in aluminum alloys.
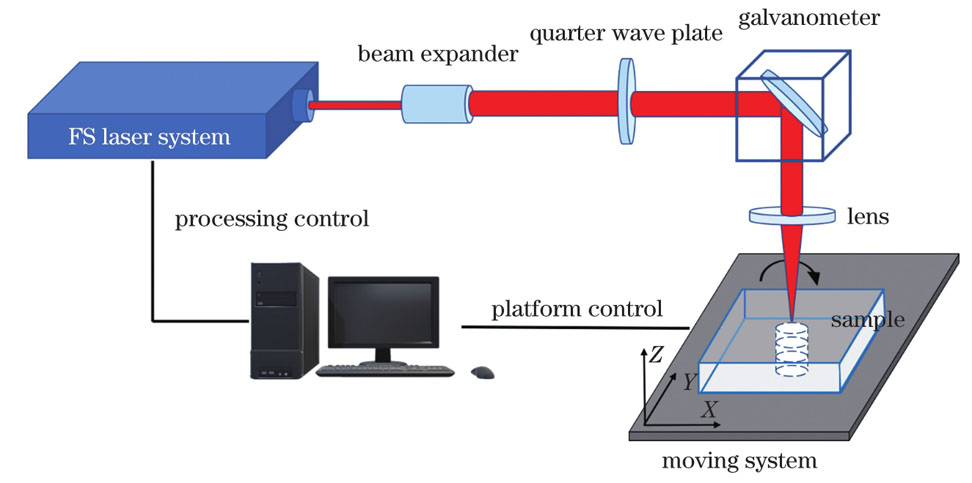
In this study, we use a femtosecond laser to drill microholes with a diameter of 200 μm in a 1 mm thick 1060 aluminum alloy. First, the influence of the laser repetition rate, scanning time, scanning speed, and feed time on microhole morphologies and tapers is studied using the control variable method. Then, based on the single-step trepanning drilling method [Fig. 2 (a)], a three-step trepanning drilling method [Fig. 2 (b)] is proposed to solve the problems of big taper and poor entrance and exit morphologies. The three circles are set as one ring in the three-step trepanning drilling method. The innermost circle (C1) is first scanned clockwise, and the laser moves toward the first ring’s outer circle (C3). After the first layer scanning, the laser feeds down a distance and the above process of C1-C3 is repeated until the center perforated hole forms. Subsequently, the laser is focused on the C4-C9 circles to complete the second and third rings similarly and finally the microhole processing is finished. In the three-step trepanning drilling, the drilling process is divided into three steps: the first ring is used to form the center microhole, the second ring is used to widen it, and the third ring is used to improve the hole morphology [Fig. 3 (b)]. The entrance and exit morphologies and the surface slag of microholes are analyzed using a laser confocal microscope. The corresponding tapers are calculated.
The influence of laser repetition rate, scanning time, scanning speed, and feed time on microhole morphologies and tapers using the single-step trepanning drilling method is analyzed. According to the results, the low repetition rate makes the heat accumulation unsustainable, which causes low material removal efficiency and a large taper. The heat accumulation at the lower part of the microhole reaches saturation when the repetition rate is increased to 50 kHz, and the microhole taper is the smallest (Fig. 4). Scanning time has a similar effect as feeding time on the taper and entrance and exit morphologies of the microhole. Multiple scans can improve the roundness of the outlet (Fig. 5). With the increase in feed times, the laser energy density in the lower part of the microhole exceeds that in the upper part of the microhole, so the microhole exit diameter increases faster than the entrance diameter. Too many feed times will increase taper (Fig. 6). The laser scanning speed and repetition rate determine the spot overlap ratio; the higher the spot overlap ratio, the more material is ablated and the smaller the taper (Fig. 7). Based on the above research results, the appropriate laser parameters are selected for the comparative experiment of single-step and three-step trepanning drilling methods. The morphologies and tapers of microholes processed by three-step trepanning drilling method are greatly improved (Fig. 8). This is because, in the single-step drilling process, the slag and plasma generated by laser ablation will cause interference and plasma shielding effect on the subsequent laser pulse, making processing the lower part of the microhole difficult and affecting the exit morphology and taper. However, most slag and plasma produced in the three-step drilling process will be discharged through the bottom of the center hole, which reduces scattering interference to the laser beam. Therefore, the morphologies of the microholes will be improved, and the tapers will be reduced. Observations of slag on the surface of the microhole processed by two methods support this analysis (Fig. 9). Although the three-step trepanning drilling method requires multiple feeds, it has little influence on processing time and efficiency (Table 1).
In this study, the influence of laser repetition rate, scanning time, scanning speed, and feed time on microhole morphologies and tapers is studied using the control variable method. A three-step trepanning drilling method is proposed to solve the problems of a big taper and poor morphology caused by single-step trepanning drilling. The morphologies and tapers of the microholes prepared by the three-step trepanning drilling method are improved. The minimum taper is 0.78°, which is 31% lower than those of the microholes prepared by single-step trepanning drilling method with the same laser parameters. The main reason is that the three-step trepanning drilling method can effectively promote the discharge of slag and plasma in the drilling process, which reduces disturbance to laser energy and hence improves the stability and uniformity of laser energy.