
Jun Li, Tingting Liu, Wenhe Liao, Huiliang Wei, Jinhui Xu, Qingyuan Yin. Forming Characteristics and Defects of GH3536 Superalloy by Selective Laser Melting[J]. Chinese Journal of Lasers, 2023, 50(12): 1202302
- Chinese Journal of Lasers
- Vol. 50, Issue 12, 1202302 (2023)
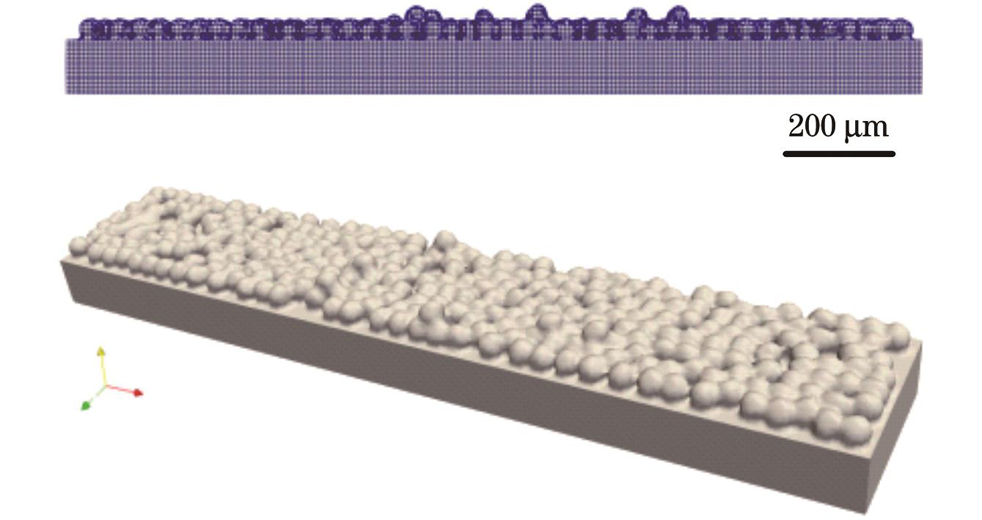
Fig. 1. Selective laser melting model and grid division
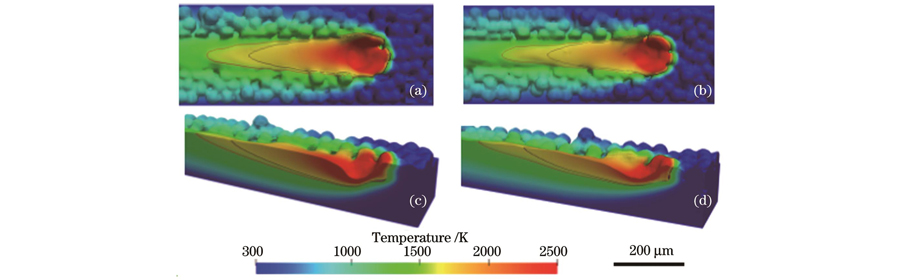
Fig. 2. Comparison of molten pool morphology and temperature field during single-layer deposition with different laser scanning speeds at the same position (laser power of 190 W). (a) (c) Scanning speed of 0.94 m/s; (b) (d) scanning speed of 1.25 m/s
Fig. 3. Flow field of liquid metal in molten pool of selective laser melting at different scanning speeds (laser power of 190 W). (a) Scanning speed of 0.94 m/s; (b) scanning speed of 1.25 m/s
Fig. 4. Comparison of molten pool morphology and temperature field during single-layer deposition with different laser powers at the same time (scanning speed of 0.94 m/s). (a) Laser power of 190 W; (b) laser power of 250 W
Fig. 5. Comparison of molten pool morphology and temperature field during single-layer deposition with different laser powers at the same time (scanning speed of 1.25 m/s). (a)(c) Laser power of 190 W; (b)(d) laser power of 250 W
Fig. 6. Flow field of liquid metal in molten pool of laser selective melting under different laser powers (scanning speed of 0.94 m/s). (a) Laser power of 190 W; (b) laser power of 250 W
Fig. 7. Variations of molten pool morphology and temperature field during multilayer deposition (laser power of 190 W and scanning speed of 1.08 m/s)
Fig. 8. Two-channel single-layer deposition topography with different energy densities. (a) Laser power of 195 W and scanning speed of 1.15 m/s; (b) laser power of 250 W and scanning speed 0.94 m/s
Fig. 9. Multi-channel deposition topography with different scanning distances. (a)(b) Laser power of 195 W, scanning speed of 1.15 m/s, and scanning distance of 80 μm; (c)(d) laser power of 195 W, scanning speed of 1.15 m/ s, and scanning distance of 110 μm
Fig. 10. Cross-sectional views of molten pool and pores at z=150 μm for multilayer deposition with different energy densities. (a)(b) Laser power of 120 W and scanning speed of 1 m/s; (c)(d) laser power of 80 W and scanning speed of 1.2 m/s
Fig. 11. Cross-sectional views of molten pool and pores at z=150 μm for monolayer deposition with different scanning distances. (a)-(c) Scanning distance h=80 μm; (d)-(f) scanning distance h=110 μm
Fig. 12. As-deposited microstructures of GH3536 alloy by selective laser melting. (a) Experimental result; (b) simulation result
|
Table 1. Process parameters used for selective laser melting (SLM) of GH3536
|
Table 2. Thermophysical parameters of GH3536[26]

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20