Direct laser deposition (DLD) technology is a novel technique that directly fabricates full-density near-net-shape metal components from metal powders. During the DLD process, fine metal powders are fed into a molten pool produced by a sharply focused and high-energy laser beam. Compared to conventional techniques, the DLD process has some remarkable advantages: reduction of production cycle and cost, high material utilization ratio, and excellent flexibility. It has great potential for manufacturing large complex metal components, especially for difficult-to-process materials like titanium alloys. Therefore, it is suitable for preparing high-performance and large-scale titanium alloy components.
With the continuous improvement of aircraft performance requirements and the continuous optimization of the structure, the demand for large and complex integral parts is increasing steadily, which poses a severe challenge to DLD technology. On one hand, the forming cavity size and motion mechanism capacity of DLD equipment are required to increase continuously. On the other hand, as the size of the component increases, the component is prone to deformation, cracking and even scrapping during subsequent heat treatment. Therefore, the manufacturing method of using the DLD to connect different additive manufactured parts into a whole structure can address the aforementioned problems. The technology that involves forming two or more high-performance metal components by the DLD technology is called DLD connection, and the connection area is called DLD connection area.
DLD connection technology is based on the basic principle of the DLD process; that is, through the layer-by-layer melting deposition of the connecting area, the fully dense metallurgical fusion connection of the parts is achieved. It has many unique technical advantages, the most important of which is the microstructure of the DLD connection area is finer, and the mechanical properties are also excellent. The microstructure and mechanical properties of the DLD titanium alloy have been widely reported, and the factors affecting its service performance have been fully understood. However, there are few reports on DLD connection technology, especially concerning the research and understanding of the microstructure and mechanical properties of the DLD connection area and the heat-affected zone. Therefore, this study takes TA15 titanium alloy as the research object and studies the microstructure of the DLD connection area of TA15 titanium alloy components by DLD connection technology. The mechanical properties of the DLD connection area also have been tested and analyzed.
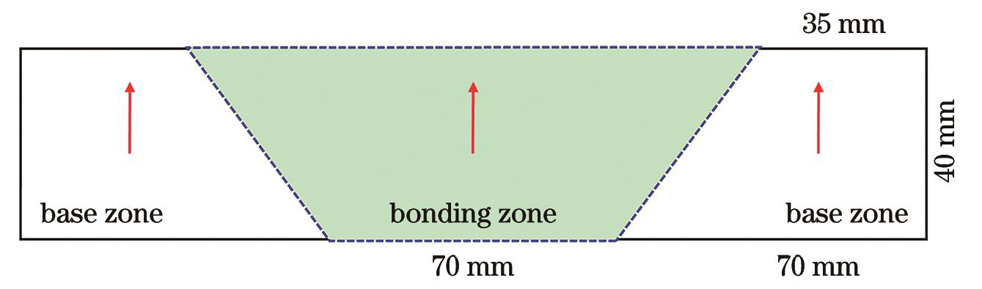
The raw TA15 powders used in the DLD and DLD connection processes are prepared by plasma rotating electrode processing. The DLD and DLD connection processes are carried out on the DLD engineering equipment under an argon atmosphere with oxygen volume fraction of less than 80×10-6. The processing parameters are as follows: laser beam power of 7-8 kW, scanning speed of 600-1000 mm/min, powder delivery rate of 0.8-1.2 kg/h, and overlap ratio of 30%-50%. The forming process diagram of the DLD connection TA15 sample is shown in Fig. 1. First, the body area is prepared by the DLD process. Then the connection groove is prefabricated on the TA15 body. Finally, the DLD connection TA15 titanium alloy sample is completed until the groove is filled by the DLD technology. The deposition direction of the body area is the same as that of the DLD connection area. Table 1 presents the chemical compositions of the powder and the substrate materials. The microstructures of the samples corroded by Kroll reagent after polishing are observed by optical and scanning electron microscopes. Two samples, including the T and L direction samples perpendicular to the deposition direction, as illustrated in Fig. 2, are observed. Different mechanical properties, including room temperature tensile, room temperature impact, and fracture toughness properties, are also tested. The shape and dimensions of the different specimens are illustrated in Figs. 3-5.
The microstructure of the DLD connection zone is the same as that of the additive manufactured base zone. The connection demarcation line can be observed in the low-magnification images. However, there is no obvious tissue difference between the two sides of the connection demarcation line in the high-magnification images. From the longitudinal section [Fig. 6(b)], the structure is similar to that of the base zone. On the cross-section [Fig. 6(a)], the grain morphologies of the DLD connection zone and the base zone are also equiaxed, and the grain sizes are the same. The microstructures of different regions in the DLD connection TA15 titanium alloy are shown in Fig. 7. The microstructures of these zones consist of an ultrafine α+β lamellar basketweave structure. We test the tensile, impact, and fracture toughness properties at room temperature in different directions of the bonding zone and compare them with the corresponding properties of the additive manufacturing base area. The existence of the DLD connection interface in the bonding zone exhibits no significant effect on the mechanical properties of the DLD connection TA15 titanium alloy. The tensile strength, elongation, impact toughness, and fracture toughness of the bonding zone at room temperature are 1046 MPa, 7.2%, 33.17 J/cm2, and 78.2 MPa·m1/2, respectively.
Here, the microstructure and mechanical properties of the TA15 titanium components manufactured by DLD connection are investigated. The microstructures of different regions in the DLD connection zone and the base zone are the epitaxially grown β columnar crystal and ultrafine basket α+β lamellar structure within the β grains. The properties of tensile, impact, and fracture toughness at room temperature in different directions of the bonding zone are the same as those of the base zone. The existence of the DLD connection interface in the bonding zone has no obvious effect on the mechanical properties of the DLD connection TA15 titanium alloy. The tensile strength, elongation, impact toughness, and fracture toughness of the bonding zone at room temperature are 1046 MPa, 7.2%, 33.17 J/cm2, and 78.2 MPa·m1/2,respectively.