
Yu Mengxiao, Li Jia, Li Zhuo, Ran Xianzhe, Zhang Shuquan, Liu Dong. Effect of Heat Treatment on Dynamic Mechanical Properties of AerMet100 Ultrahigh Strength Steel Fabricated by Laser Additive Manufacturing[J]. Chinese Journal of Lasers, 2020, 47(11): 1102003
- Chinese Journal of Lasers
- Vol. 47, Issue 11, 1102003 (2020)
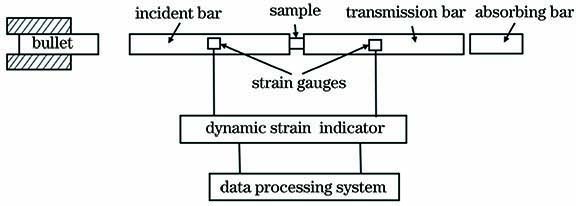
Fig. 1. Sketch of split Hopkinson pressure bar device
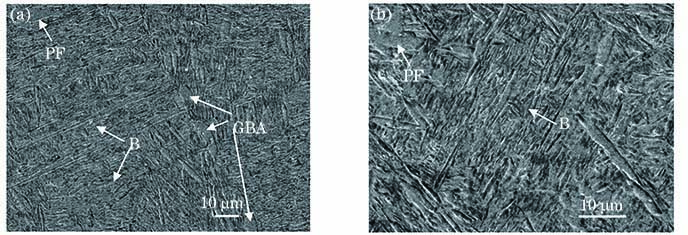
Fig. 2. Microstructures of deposited AerMet100 steel by laser additive manufacturing. (a) ×1000; (b) ×2000
Fig. 3. Compressive stress-strain curves of as-deposited specimens. (a) Quasi static stress-strain curve; (b) dynamic stress-strain curves
Fig. 4. Microstructures of as-deposited specimens. (a) Uncompression; (b) compression strain rate of 4100 s-1, ×1000; (c) compression strain rate of 4100 s-1, ×5000
Fig. 5. Microstructures of HT-1 specimens. (a) Uncompression, ×2000; (b) uncompression, ×5000; (c) compression strain rate of 4000 s-1,×2000; (d) compression strain rate of 4000 s-1,×5000
Fig. 6. Microstructures of HT-2 specimens. (a) Uncompression, ×2000; (b) uncompression, ×5000; (c) compression strain rate of 4200 s-1,×2000; (d) compression strain rate of 4200 s-1,×5000
Fig. 7. Microstructures of HT-3 specimens. (a) Uncompression, ×2000; (b) uncompression, ×5000; (c) compression strain rate of 4200 s-1,×2000; (d) compression strain rate of 4200 s-1,×5000
Fig. 8. Dynamic impact fracture performance of laser additive manufactured AerMet100 steel in different heat treatment states(strain rate is about 4000 s-1). (a) Stress-strain curves; (b) shock absorption energy
Fig. 9. Dynamic impact fracture morphology of as-deposited specimen. (a) Macro morphology; (b) elongate dimples in parabolic shape; (c) flat area
Fig. 10. Dynamic impact fracture morphology of heat-treated specimens. (a)(b) HT-2 specimen; (c)(d) HT-3 specimen
|
Table 1. Chemical composition of laser additive manufactured AerMet100 steel as-deposited plate
|
Table 2. Heat treatment process of laser additive manufactured AerMet100 ultra-high strength steel


Set citation alerts for the article
Please enter your email address

© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20