
Ren Wenjie, Zhen Huijin, Li Zhuguo, Zhu Guobin. Effects of Pulse Arc on Droplet Transfer and Spatter of Laser Pulsed-Arc Hybrid Welding[J]. Chinese Journal of Lasers, 2020, 47(4): 402007
- Chinese Journal of Lasers
- Vol. 47, Issue 4, 402007 (2020)
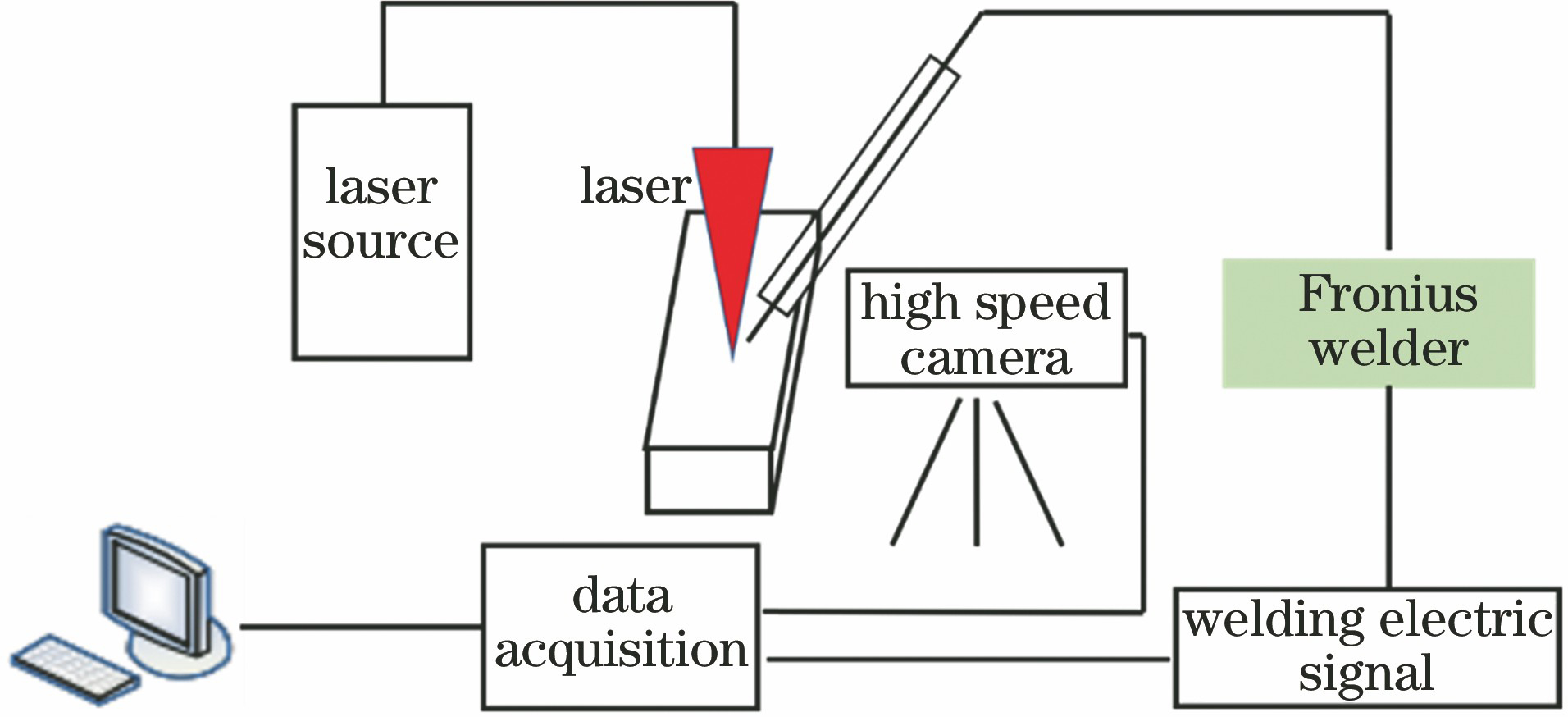
Fig. 1. Experimental set-up of the laser-arc hybrid welding
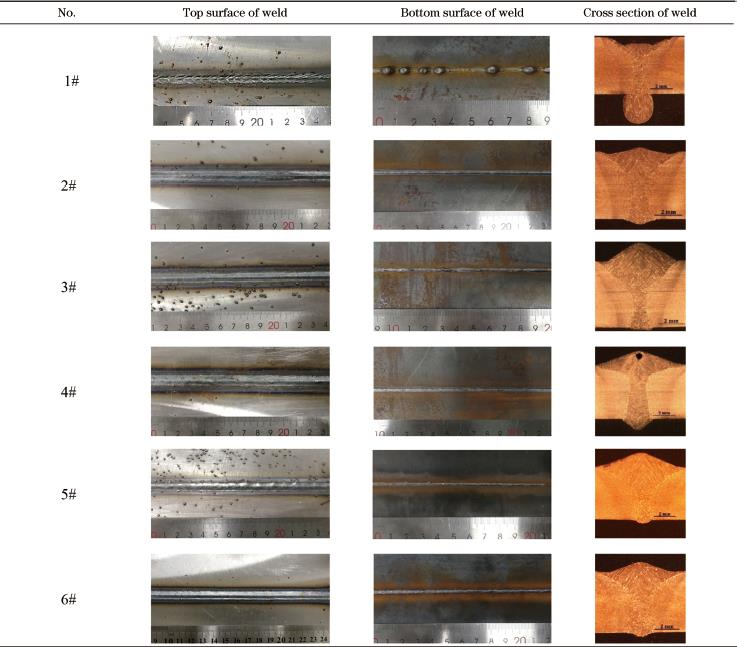
Fig. 2. Weld morphologies and cross-sections of laser-arc hybrid welding of E36 steel
Fig. 3. Comparison of the influence of non-pulse technology and pulse technology on weld size
Fig. 4. Welding electric signals of sample in laser-arc hybrid welding. (a) 1#; (b) 2#; (c) 3#; (d) 4#; (e) 5#; (f) 6#
Fig. 5. Droplet transition patterns of different samples in laser-arc hybrid welding. (a) 1#; (b) 2#; (c) 3#; (d) 4#; (e) 5#; (f) 6#
Fig. 6. Schematic of forces affecting droplet in the laser-arc hybrid welding
Fig. 7. Effect of pulse arc on the welding spatters in the laser-arc hybrid welding
Fig. 8. High-speed photographs of spatters in different time of laser-arc hybrid welding (P=4900 W,Lc=-20%, non-pulse)
Fig. 9. High-speed photographs of spatters of laser-arc hybrid welding (P=4900 W, Lc=0, non-pulse). (a) Liquid bridge exploded at the bottom of the drop; (b) molten drop exploded; (c) liquid bridge exploded at the end of the wire
Fig. 10. High-speed photographs of spatters of laser-arc hybrid welding (P=6000 W, Lc=-15%, non-pulse)
|
Table 1. Parameters used in laser-arc hybrid welding of E36 steel

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20