
I.V. Aleksandrova, E.R. Koresheva. Review on high repetition rate and mass production of the cryogenic targets for laser IFE[J]. High Power Laser Science and Engineering, 2017, 5(2): 02000e11
- High Power Laser Science and Engineering
- Vol. 5, Issue 2, 02000e11 (2017)
Abstract
Keywords
1 Introduction
Controlled inertial fusion energy (IFE) research is aimed at developing a new powerful energy source which is safe, environment- friendly and cost-effective. In the resume of the International Atomic Energy Agency (IAEA) on the IFE problems, the following important aspect was especially noted[
The main element of IFE power plant is a target with cryogenic hydrogen fuel (solid hydrogen isotopes or their mixtures) that must be delivered to the target chamber center at significant rates. The repetition rate of 5–10 Hz leads to the amount of targets (
An initial necessary step in this direction is demonstration of laboratory ignition for establishing the fundamentals of the IFE physics. New MJ-class laser facilities – National Ignition Facility (NIF) in the United States[
Sign up for High Power Laser Science and Engineering TOC. Get the latest issue of High Power Laser Science and Engineering delivered right to you!Sign up now
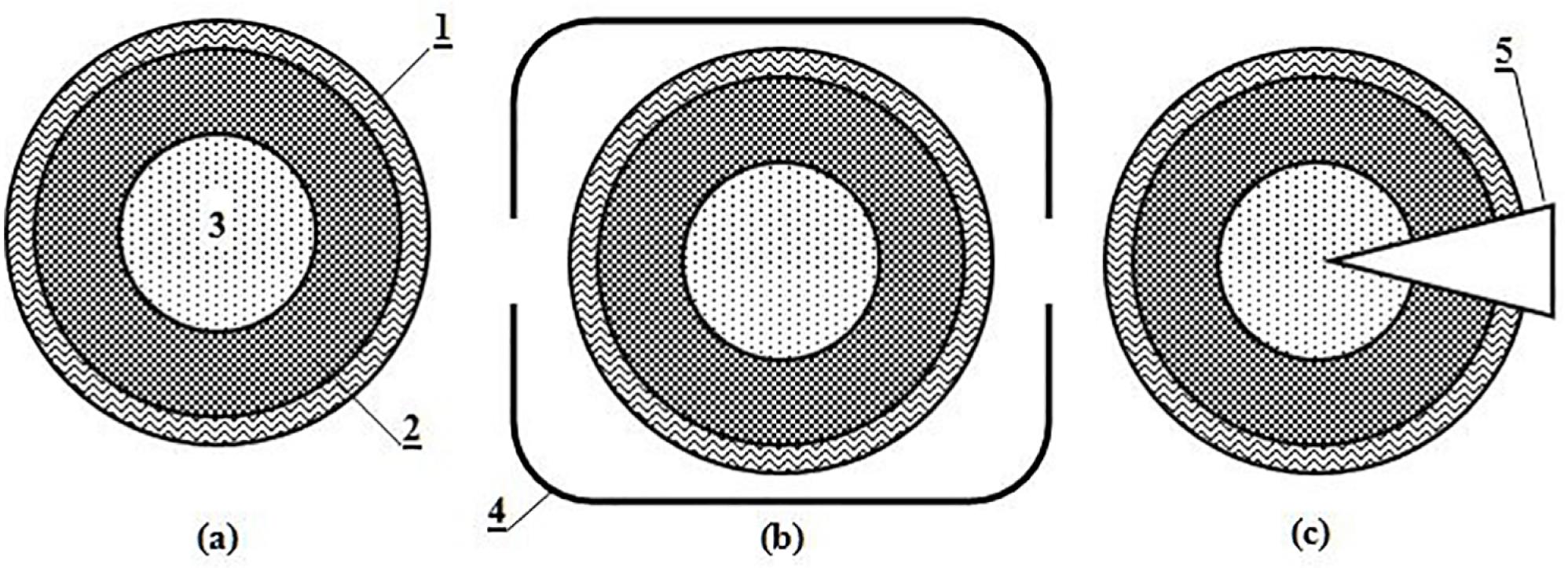
This means that the development of the fuel-layering techniques is an inherent step for any IFE target design including both direct-drive (DD) and indirect-drive (ID) targets, and fast ignition (FI) ones (Figure
In conventional (‘central hot spot’ scenario) inertial confinement fusion (ICF), there are two basic target designs for ignition – capsules directly illuminated by the laser [DD experiments on the Omega laser at the University of Rochester’s Laboratory for Laser Energetics (LLE, USA) to elucidate the target physic[
All ignition target designs contain a fuel core (Figure
The manufacturing requirements for all NIF targets are extremely strict. The fuel layers have to be highly uniform with respect to thickness and roughness[
To realize the uniform conditions, different methods are applied as a fuel-layering technique, and the layer quality and the layer structure are known to depend on the method applied. In the conventional approach, known as beta-layering[
The surface roughness of the solid D–T fuel in a spherical ignition target is a critical parameter in determining the target performance. Therefore, some other techniques have been proposed and examined. A way to smooth an ice fuel layer is to cause heat to flow across the gas–solid interface. This heat flux can be generated by applying an electric field to the D–T vapor in the center of the shell. This technique is called joule (J) heating[
A comprehensive review of different target designs and existing layering techniques is presented in Ref. [
Currently, the D–T layer is condensed into the ablator shell and grown from a single seed crystal to eliminate the local defects. Both beta-layering and single seed crystal growth require a precise cryogenic temperature control (
The beta-layering forms very smooth and uniform solid D–T layers using ‘slow cooling’ and ‘rapid cooling’ protocols[ The method is not efficient to maintain acceptable tritium inventory (for D–T at 19 K, a characteristic constant of the beta-layering is 27 min and increases with decreasing temperature or with increasing concentration of The method is not efficient for mass target fabrication for IFE (i.e., beta-layering is one-of-a-kind technique). Cryogenic equipment requires that targets be filled through the fill tubes. After adjustment of the fill, the liquid in the capsule is rapidly frozen creating an ice plug in the fill line that locks in the fill tube. The resulting ice is polycrystalline with many small crystals. To reduce the number of crystals, the solid is melted into the fill tube and then the remaining ice in the fill tube is allowed to grow back into the capsule. The seed growing into the capsule is usually an unstable face-centered cubic (FCC) seed which converts to a few hexagonal close-packed (HCP) crystals. This solid is again melted leaving as little solid as possible in the capsule to form the seed for layer growth. The remaining liquid is frozen by cooling this seed to form the layer. The crystal growth is dependent on the environment around the target, the dimensions of the target and the layering sphere, and the amount of D–T inside the capsule. Firstly, for laser-driven DD targets, an important role can play many factors such as effect of the target support on ice-layer quality, fast shroud retractor for the cryostat, vibration control, target alignment, and so forth. Secondly, the target characterization is made at ‘One-of-a-kind capsules produced for today’s ICF experiments are estimated to cost about US$2500 each. Design studies of cost-effective power production from laser and heavy-ion driven IFE have suggested a cost goal of about $0.25–0.30 for each injected target (corresponding to ‘… All these require a systematic approach to develop a new R&D program for studying the factors that have an impact on the results of the current experiments because the ignition should be demonstrated before progressing to the first power plant.Long-run beta-layering process at very strict isothermal conditions (target temperature must be controlled down to 1 mK precision) requires about 24 h for one attempt. But routine practice is between 1 and 4 attempts, or even 6 attempts[
The method is not efficient for repetition-rate fabrication and delivery of the target because all of the experiments on the NIF or Omega laser facilities require a target precisely located in the center of the target chamber. At the present-day experiments, a target support (be it the fill tube or any support to attach the target), for example, at the center of the layering sphere (laser-driven DD at OMEGA in the United States[
As was noted in Ref. [
In addition, the single crystals with anisotropic HCP structures formed by the beta-layering technique in terms of current and future applications (e.g., in reactor-scaled targets) generate serious problems relevant to the target quality survival under different environmental effects. This concerns the survivability of fuel layers with different anisotropy under conditions of the thermal and mechanical overloads during target delivery. For example, the calculations performed in Ref. [
2 Mass production of ICF/IFE targets
One of the central tasks in the IFE reactor program is the development of the production line operating with a massive of the free-standing targets (FSTs).
The main steps of this production line have been investigated over the period of 1995–2016. They are as follows: mass production of shells[
Below we discuss the issues concerning the evaluation and recommendations of scalable techniques for mass production of the foam shells and the cryogenic targets.
2.1 Mass production of the spherical foam shells
The foam shell is an integral component of the IFE target design. The materials under consideration are divinyl benzene (DVB), poly-methyl-methacrylate (PMMA) and resorcinol formaldehyde (RF) foams as well as polyvinyl phenol (PVP), glow-discharged polymer (GDP) and polyvinyl alcohol (PVA) gas barriers. Significant advances have been made toward demonstrating production of mass capsules in leading IFE laboratories. The IFE capsules are complicated, precision assemblies, often requiring novel material structures.
The General Atomics and Schafer Corporation are the prime target fabricators in the US ICF program since 1992[
Step 1: dispense fluids and combine them to make an oil–water emulsion.Step 2: center the emulsion using an electric field and polymerize the shell.Step 3: remove fluid from the polymerized shell.
The experiments[
An active research IFE program has been started in Japan[
The FI target includes two components: the guiding cone and the shell with a special hole for the cone entrance. The mass manufacturing technique of the re-entrant cone fabrication has been demonstrated in the United Kingdom and Japan[
One of the topical problems of the target fueling is a rapid loading of the shell batch with a fuel. Study on cryogenic injection filling (liquid fuel) versus diffusion filling (gaseous fuel) is required.
So the current technologies are mainly of two types: liquid fuel filling and gaseous fuel filling.
Liquid fuel filling:
The first approach is based on the fuel loading through a thin tube mounted onto a shell. A small hole of about 5–15 The second approach is based on the fuel loading to a foam shell by the thermal cavitation technique[ A batch of foam targets with re-entrant cones are placed into a bath with liquid D–T fuel. The liquid fuel fills each target through the pores of the target wall. Laser light is introduced into the inner volume of each target through a re-entrant cone. Inner volume of the targets is evacuated by laser heating. This approach has been demonstrated with a foam hemi sphere filled with the liquid
The first approach is based on filling an individual shell mounted in the permeation cell. This approach is applied for the target preparation for ICF experiments on the OMEGA laser[ The second approach is based on filling a batch of free-standing shells at one time[
Before starting the experiments, the SC is cooled down to a temperature
The diffusion technique to ramp fill a batch of free-standing shells at one time with a highly pressurized fuel gas (up to 1000 atm at 300 K) was developed and practically realized at the Lebedev Physical Institute, Russian Academy of Sciences (LPI/RAS)[
2.2 Mass production of the cryogenic targets
To solve the problem of mass production of the cryogenic targets, two approaches are considering: fluidized bed layering (USA, General Atomics[
A batch of unmounted shells is placed inside a pressure vessel and it is filled there with gaseous D–T fuel by a diffusion process. While still in the pressure vessel, the targets are cooled below the triple point of D–T (19.79 K), which is followed by D–T fuel condensing and freezing on the bottom of the shells. Then the shells are transported into a fluidized bed, where the batch of unmounted shells begins to levitate in a rising flow of gaseous helium. It should be noted that gas pressure in the bed has to be low enough not to crash the thin-walled targets. During this process, nonuniformly frozen D–T form a uniform solid layer inside the shells according to the beta-layering process[
Operation of the fluidized bed with a massive of Au/Pd-coated PAMS at
One of the critical issues of the foam layering is the following. During the process of liquid-to-solid fuel transition, the fuel density becomes higher; thus small voids arise in each pore. This results in the emergence of a fuel inhomogeneity in the layer volume.
The experiments[ Which is the required thickness and composition of the overcoat? Is the overcoat sublimation uniform enough during target injection?
The above questions require additional study.
As regards the application of the overcoat from a solid inert gas, it should be noted that the issue has a certain history. Such protective layers were first proposed by Hendrics and Johnson in 1979[
Another approach to form the outer protective cryogenic layer from a solidified gas has been proposed and demonstrated in Refs. [
There are also other researches[
Closing this section, note that the fluidized bed layering and the microfluidic concept are currently at the beginning stage of their development. The next step is to demonstrate these approaches with spherical targets filled with
Long layering time (under the cooling rate of 0.001 K per 5 min).It becomes impossible to deliver the targets with anisotropic fuel into the reaction chamber without roughening of the layers[
3 High-repetition-rate production of ICF/IFE targets
IFE cannot be a real energy source unless the cryogenic targets can be economically fabricated at a high rate and precision. Taking advantage of significant previous research (USA[
High-repetition-rate IFE-scale target science and technology comprises target fabrication, injection and tracking. Critical issues for IFE target fabrication are identified as follows:Mass target production to ensure the fueling of a commercial power plant at a rate of 5–10 targets each second.Requirements of implosion physics to the layer structure:Minimization of time (including the layering time) and space for all production steps in the target system to minimize the tritium inventory and to supply targets at the low cost required for economical energy production.
To meet these conditions, different methods are applied as a fuel-layering technique, and the layer quality and the layer structure are known to depend on the method applied.
Currently, many R&D programs on layering method development are being conducted but not with the emphasis on the high-repetition-rate target production. Recall that the beta-layering method (which is a base for NIF targets[
In the equilibrium state, the solid hydrogen isotopes consist of anisotropic molecular crystals, and survivability of the fuel layers subjected to the environmental effects may depend on the layer structure. As found in Ref. [
For anisotropic fuel layers with
If the design of the reaction chamber includes a fill gas, then the target is exposed to both uniform radiative heating and convective heating. In this case some issues associated with target injection becomes more complicated.
For this reason, development of the layering methods that allows reducing the sensitivity of cryogenic layers to thermal and mechanical loads has been advanced. Accordingly, there has emerged a demand to clarify their structure–property relationships in order to understand the fundamental concepts underlying the observed physical and mechanical properties.
3.1 Fuel layering in free-standing and line-moving targets
Because the fusion reactor operates at significant rates, it will need to be refueled during its burn period, and an FST transmission line becomes an integral part of any IFE reactor[
A key aspect of the target transmission line is elaboration of the efficient methods of cryogenic target fabrication. The targets must be free standing and the fusion fuel inside the targets must have such a structure (the grain size should be scaled back into the nanometer range), which supports the fuel layer survivability under target injection and transport through the reaction chamber. The ultra-fine fuel layers refer to as advance materials for application to fusion target fabrication in the form that meets the requirements of implosion physics[
To meet the above requirements, at the LPI/RAS significant progress has been made in the technology development based on rapid fuel layering inside moving FSTs, which refers to as FST-layering method[
During FST layering, a batch mode is applied, and high cooling rates ( They initiate a mass dislocation growth that prevents the formation of a coarse-grained crystalline phase and enhances the mechanical strength of the layers. They decelerate the diffusion transport processes and raise the diffusion activation energy. They work as stabilizing agents keeping the grain size stable and, as a consequence, keeping the thermal and mechanical stability of the ultra-fine cryogenic layers.
The results obtained for solid hydrogen samples[
In addition, the important parameter is the following value: target lifetime on a temperature scale
Therefore, the ultra-fine layers obtained by FST can be referred to as layers with inherent survival features because they have enhanced mechanical strength and thermal stability[
The term ‘ultra-fine’ layer relates to a fuel state, which is characterized by an ultra-fine microstructural length or a grain size. It can be classified into the following structural categories: near-nano (submicron) crystalline state (grain size in the range of 0.1–0.3
The FST-layering method is promising for the formation of a stable ultra-fine layer from D–T mixture having the molecular composition: 25% of
3.2 FST-layering experiments according to the scheme of ‘layering
With contributions from leading works, this section reviews the most up-to-date progress in the development of the FST-layering method. During FST layering, two processes are mostly responsible for maintaining a uniform solid layer formation:
Firstly, the target rotation when it rolls along the layering channel (LC, single- or double-spiral) results in Secondly, the heat transport outside the target
The total layering time is typically less than 15 s, which has a side benefit in the view of tritium inventory minimization[
FST- LM works with a target batch at one time.The transport process is the target injection between the basic units of the LM: SC, LC and test chamber (TC).During moving, the target surface is not isothermal.Targets move top-down in the LC (Figures
The LC is a special insert into the LM cryostat (Figure
| Parameters | Values |
|---|---|
| 6 cm | |
| 0 cm | |
| 12 cm | |
| 12 cm | |
| 65 cm | |
| 45 cm | |
| 1.16 m | |
| 14.9 s |
Table 1. Design specifications calculated for CLC with two spirals (for the time
The LC must have a well-defined geometry in order to satisfy the condition:
| FST layering | Performance data | Meeting the requirements |
|---|---|---|
| High cooling rates 1–50 | Isotropic ultra-fine fuel | Shock wave propagation via isotropic fuel layer |
| Minimal layering time | Tritium inventory minimization | |
| High-melting additives 0.5%–20% | Grain size stabilization | Acceptable surface finish |
| High mechanical strength & High thermal stability | Target survival during delivery | |
| Fuel layering in rolling FSTs | Uniform layer formation | Acceptable target quality |
| High-repetition-rate fabrication and injection | Mass production and sufficient price |
Table 2. Isotropic ultra-fine fuel for application to IFE targets fabrication[88].
| OMEGA: | NIF: | ||||
|---|---|---|---|---|---|
| Target parameters ( | Layering time | Target parameters ( | Layering time | ||
| 460 | 1690 | ||||
| 3 | 3 | ||||
| 100 | 340 | ||||
| BT-2 ( | Layering time | BT-2a ( | Layering time | ||
| 1047 | 1023 | ||||
| 3 | 3 | ||||
| 211 | 120 | ||||
| — | 70 | ||||
| ‘Nakai’ target[ | |||||
| Target parameters ( | Contact area/shell surface ratio | Layering time | |||
| 2000 | |||||
| 45 | |||||
| 200 | |||||
Table 3. FST-layering time for different targets[88, 99].
Note that the CLC can be of any configuration (two or more spirals or including a conical one) as long as it provides the required layering time and fuel layer symmetrization. We also plan experiments on the FST layering within the LC like a three-leaved figure (trefoil) in the cross-section. All these allow the formation of cryogenic targets of different designs by the FST-layering method (Tables
The physical layout of the FST-formation cycle (fuel filling – fuel layering – target injection) is as follows: Fuel filling of a shell batch placed in the SC (CH shells used at LPI/RAS are shown in Figure SC transport from the fill system to the LM (Figure SC cooling and depressurization without shell destruction. Shell injection one by one from the SC to the LC. FST layering within moving FSTs inside the LC (layering Repetition-rate injection of the finished cryogenic targets to the TC from the LC, the bottom part of which is a gravitational injector[
Scientific reasons for the concept of cryogenic target transport by injection in the course of its fabrication and delivery at the laser focus were given in Refs. [
A promising way is the possibility of using magnetic levitation (maglev) transport systems for noncontact manipulation, positioning and delivery of the cryogenic targets (Figures
In the IFE research, these results attract a significant interest due to their potentials for almost frictionless motion, i.e., the HTSC–maglev suspension technologies can be used for enhancement of the operating efficiency of an injection process. Thus, the HTSC–maglev transport systems, because of their contactless nature, can be an excellent springboard for the development of a hybrid TI[
3.3 Hydrogen fuel with an isotropic ultra-fine structure
Ultra-fine materials (near-nano and nanocrystalline) with new functionalities show great promise for application to IFE[
Over the last 20 years, the LPI/RAS has been devising the structure-sensitive methods of forming high-quality hydrogen fuel layers with an isotropic structure to meet the requirements of implosion physics (see original papers[
Taking into account that the extent of anisotropy is 20% for longitudinal sound and 33% for transverse sound[
No additives are used in the experiments presented in Figure
In Figures
Thus, fuel doping (high-melting additives with regard to the hydrogen isotopes and their mixtures) is the condition which answers to the practical realization of the FST-layering method for application to IFE. It is connected with the fact that, without additives the cryogenic layer formation of the required quality is possible only at very high cooling rates (
Further we try to formulate some basic aspects that illustrate the difference between the beta-layering method and the FST-layering method.
The former requires slow cooling rates (
The latter requires the high cooling rates (
Thus, for the beta-layering method, changing the conditions under which the real single crystal layers are grown up stimulates the dynamic grain boundaries and results in local defect growths, so-called grooves (e.g., under thermal and mechanical loads in time between the moment just after target preparation and the laser shot).
For the FST-layering method, the grain boundaries in the ultra-fine fuel layers allow to obtain many useful and unique thermal, mechanical, magnetic, electrical and optical properties[
At present stage, the R&D program at the LPI/RAS proposes to undertake a research effort, in which contemporary advances in physical and chemical engineering science on material structurization will be applied to accomplish specific technological tasks for further optimization of the FST-layering method. One more option to fuel material structurization is cryogenic layer fabrication in the conditions of periodic mechanical influence[
Below, we present the investigation into the process of cryogenic layer formation under conditions of the periodic mechanical influence on the fuel[
To meet the goal, the LPI/RAS has developed a piezo-vibration LM – the R&B cell, which is constructively placed into the cryostat [Figure
The obtained results are shown in Figure
Figure No vibrations ( Weak vibrations ( Strong vibrations (
Figure
We have obtained the following results: No vibrations ( At the same Under synchronous rise in the level of vibrations (
The obtained results on the target layering in the R&B cell are of primary importance because they demonstrate a possibility to reduce the cooling rates typical for ultra-fine layers with the help of the vibration influence on the liquid fuel during its freezing, and, what is more important, without any high-melting additives to a fuel content.
Therefore, we plan to make experiments using a classical FST-LM combined with a special vibrator for launching the high-frequency waves in the top part of the LC, which work as a wave guide, maintaining a vibration loading on the targets during their layering.
Closing this section, it should be noted that depending on the formation method (more specifically, on the cooling rate) and the experimental conditions (influence of additives or vibrations), the solid fuel layer can be in the state with different microstructural scaling or grain size: isotropic ultra-fine layers or anisotropic molecular macro crystals (like real single crystals, e.g., as a result of the beta-layering). Determination of an optimal fuel microstructure (permissible grain size and anisotropy level of the solid fuel) is of critical importance (see Table
For all these reasons, the FST-layering method is a promising candidate for the development of the FST-transmission line at a high-repetition-rate capability intended for mass manufacturing of IFE cryogenic targets.
3.4 Current status and planes of the research program of the LPI/RAS
A broad R&D program for large target fabrication and their delivery at the center of the target chamber of an MJ-laser facility were set up at the LPI/RAS in 1993. As a result of long-term research effort, the LPI/RAS gained a unique experience in the development of the FST supply system (FST-SS) for target production with an ultra-fine fuel layer within polymer shells of 1–2 mm diameter. The LPI–RAS has demonstrated the efficiency of the FST technologies in building a facility operating in a batch mode for mass production of cryogenic targets and meeting all the manufacturing requirements.
A first prototypical FST-SS has been operational since May 1999[
Allows to form fuel layers ( Allows to create cryogenic targets in a batch-&-repetition rate mode with a rate of Allows to create isotropic fuel layers in a stable ultra-fine state that reduces the risks of target degradation: isotropic ultra-fine fuel allows targets to survive mechanical and thermal loads during their injection and transport through the reaction (target) chamber; isotropic ultra-fine fuel allows to mitigate the perturbations during confinement and to prevent the implosion degradation caused by ablation-front-driven instabilities. Allows to minimize tritium inventories in the FST-SS due to the following features: minimum spatial scale of FST-SS due to a close packaging of FSTs; minimum layering time: less than 15 s at the expense of high cooling rates; target transport by injection between the basic FST-SS elements: SC–LC–TC. At the moment, the most inexpensive technology in the world in comparison with any other target system based on traditional technologies[
The next step is the FST-SS development[
Initial target configuration of HiPER-scale targets.Properties database at room and cryogenic temperatures.Thermal environment during the FST-formation cycle.Stress environment during the FST-formation cycle (transport process is target injection between fundamental system elements: SC–LC–TC).
The computations of the FST-layering time for the HiPER-scale targets are given in Table
| PVT fuel data, LC geometry and FST-layering time | BT-2 ( | BT-2a ( |
|---|---|---|
| Fill density | 97.0 | 86.82 |
| Fill pressure at 300 K | 986.15 atm | 811.5 atm |
| Allowable pressure difference at the shell wall | 0.24–0.8 | 0.2–0.6 |
| Temperature of separation into liquid and vapor | 37.4 K | |
| Depressurization temperature | 31.1 K | 31.5 K |
| Fuel pressure in the target at | 5.35 atm | 5.84 atm |
| Initial temperature before FST layering | 31.0 K | 31.0 K |
| Pressure in the target at | 5.34 atm | 5.34 atm |
| Layering time | ||
| Geometry of the LC | Spiral | |
| Target residence time in the LC | ||
Table 4. Optimized FST-parameters for HiPER targets[99].
Based on these results the LPI/RAS developed the FST-SS–HiPER for targets with a diameter more than 2 mm. The FST-SS–HiPER works in a batch mode at an injection rate of 100 targets per 1–10 s. In doing so, it is supposed to use multiple target protection methods such as metal reflecting coatings[
The physical layout includes the following stages[ Pusher No.1 drives one sabot toward a nest of the revolver. Revolver rotates and drives the sabot to the exit of the target collector. Shuttle transfers one cryogenic target from the collector to the sabot. Next rotation ensures a protective cover delivery onto the top of the sabot. One more rotation drives the assembly unit (target-&-sabot-&-cover) to the entrance of the coil. Assembly unit is pulled out of the revolver by the electromagnetic field of the coil. Pre-acceleration of the assembly unit up to 3–8
The completing steps are as follows: target-&-sabot-&-cover acceleration, sabot-&-target splitting, sabot removal, target-&-cover co-injection into a reaction chamber[
Thus, the FST-SS–HiPER is a system capable of filling, layering, characterizing and delivering the cryogenic targets to the HiPER target chamber.
In doing so, methodologies of the fabrication and injection processes are applicable to mass manufacturing and scaled up to the required amount of inexpensive targets.
3.5 FST-transmission line for mass manufacturing of IFE targets at high repetition rate
Technologies based on using the FSTs in each step of cryogenic target fabrication and delivery is the research area that has been intensively explored at the LPI/RAS. The aim of these targets is to demonstrate large benefits of a ‘layering –
Moving targets co-operate all stages of the fabrication and injection processes in the FST-transmission line that is considered as a potential solution of the problem of mass target manufacturing[
Gravitational injector Electromagnetic injector
Our new developments in this area are based on using the second- generation HTSC (2G HTSC) tapes for cryogenic transport of IFE targets[
In the area of on-line characterization and tracking of a flying target in the target chamber it is proposed to use the Fourier holography[
A unique science, engineering and technological base developed at the LPI–RAS are currently used under execution of the IAEA Contract/Agreement No. 20344 entitled ‘FST-transmission line for mass manufacturing of IFE targets’[
Thus, the FST technique (work with free-standing and line-moving targets) as well as the equipment for its realization developed at the LPI/RAS is unique and has no analogs in the world. Subsequent advancements based on the FST technique are being made under the LPI/RAS program for developing a modular version of the target factory for reactor-scaled targets and commercialization of the obtained results[
The use of line-moving targets creates new possibilities for developing an efficient technology for production of environment- friendly fuel to generate electric and thermal power based on IFE. It should be emphasized that high efficiency of a nuclear power plant can be ensured by organizing simultaneous operations according to a scheme[
For this purpose, it is necessary that the target factory supplying the cryogenic hydrogen fuel to the reactor would be based on a line production of the cryogenic targets, which can be ensured, at present, only with the help of the FST technology.
4 Conclusion
In IFE research, considerable attention has been focused on the ability to inexpensively fabricate large quantities of targets by developing a target SS of repeatable operation. Therefore, in this Review we discussed the state of the art, and described recent developments and strategies in the area of high repetition rate and mass production of the cryogenic targets for laser IFE. Special emphases were focused on principal changes that must be made in technology development in the area of target fabrication and delivery.
At present, individual targets used in IFE experiments (current NIF and OMEGA, LMG, FIREX) are very small, complicated, precision assembled, and produced with considerable time and expense. In order to significantly enhance the prospects for demonstrating the scientific feasibility of fusion power, research into fundamentally new approaches that are scalable to mass target production are needed to obtain targets meeting all the manufacturing requirements. They require an excellent smoothness, sphericity, material uniformity, smooth inner- and outer-surface finish and low-cost production taking into account a future IFE power plant. Such quality parameters are important to overcome the hydrodynamic instabilities during implosion and to reach the ignition at which a nuclear fusion reaction becomes self-sustaining[
For the past several decades, researchers throughout the world continue to enhance the existing layering techniques and in parallel with this activity they begin a search of new solutions in the area of target preparation to achieve efficient ignition[
Long-term research effort of the LPI/RAS results in creation of a unique technology of rapid FST layering for continuous supply with a cryogenic hydrogen fuel of the ICF/IFE laser facilities. A fundamental difference of the FST-layering method from generally accepted approaches is that it works with free-standing and line-moving targets, which allows one to economically fabricate large quantities of ICF/IFE targets and to continuously (or at a required rate) inject them at the laser focus.
As a result of the research, the LPI/RAS gained a wide experience in the development of the FST-SS for target production with ultra-fine fuel layers (in near-nano or nanocrystalline state), including a reactor-scaled target design[
Note also that the basic elements of the FST-SS have been tested using the prototypes made at the LPI/RAS[
References
[1] K. A. Tanaka. 22nd IAEA Fusion Energy Conference(2008).
[3] E. I. Moses, C. R. Wuest. Fusion Sci. Technol., 43, 420(2003).
[5] N. Fleurot, C. Cavallier, J. L. Bourgade. Laser Eng. Design, 74, 147(2005).
[6] J. L. Miquel. 34th European Conference on Laser Interaction with Matter(2016).
[7] G. Pascal. 7th International conference on Inertial Fusion Science and Applications(2011).
[9] D. R. Harding, D. D. Meyerhofer, T. C. Sangster, S. J. Loucks, R. L. McCrory, R. Betti, J. A. Delettrez, D. H. Edgell, L. M. Elasky, R. Epstein, V. Y. Glebov, V. N. Goncharov, S. X. Hu, I. V. Igumenshchev, D. Jacobs-Perkins, R. J. Janezic, J. P. Knauer, L. D. Lund, J. R. Marciante, F. J. Marshall, D. N. Maywar, P. W. McKenty, P. B. Radha, S. P. Regan, R. G. Roides, W. Seka, W. T. Shmayda, S. Skupsky, V. A. Smalyuk, C. Stoeckl, B. Yaakobi, J. D. Zuegel, D. Shvartz, J. A. Frenje, C. K. Li, R. D. Petrasso, F. H. Séguin. J. Phys.: Conf. Ser., 112(2008).
[11] M. K. Tolley. Workshop on HiPER: the European Pathway to Laser Energy(2011).
[12] K. A. Tanaka, R. Kodama, P. A. Norreys. Fusion Sci. Technol., 49, 327(2006).
[14] T. Norimatsu, D. Harding, R. Stephens, A. Nikroo, R. Petzoldt, H. Yoshida, K. Nagai, Y. Izawa. Fusion Sci. Technol., 49, 483(2006).
[15] C. Stoeckl, J. A. Delettrez, J. H. Kelly, T. J. Kessler, E. Kruschwitz, S. J. Loucks, R. L. McCrory, D. D. Meyerhofer, D. N. Maywar, S. F. B. Morse, J. Myatt, A. L. Rigatti, L. J. Waxer, J. D. Zuegel, R. B. Stephens. Fusion Sci. Technol., 49, 367(2006).
[16] K. R. Schultz, D. Goodin, A. Nobile. Nuclear Instrum. Methods A, 464, 109(2001).
[17] L. R. Foreman, J. K. Hoffer. Laser Part. Beams, 8, 197(1990).
[18] J. D. Sater, B. J. Kozioziemski, G. W. Collins, E. R. Mapoles, J. Pipes, J. Burmann, T. P. Bernat. Fusion Technol., 35, 229(1998).
[19] B. J. Kozioziemski, J. D. Sater, J. D. Moody, J. J. Sanchez, R. A. London, A. Barty, H. E. Martz, D. S. Montgomery. J. Appl. Phys., 98(2005).
[20] P. S. Ebey, J. M. Dole, D. A. Geller, J. K. Hoffer, A. Nobile, J. D. Sheliak. Fusion Sci. Technol., 48, 1292(2005).
[22] E. Mapoles. 7th International Conference on Inertial Fusion Science and Applications(2011).
[23] M. Martin, C. Gauvin, A. Choux, P. Baclet, G. Pascal. Fusion Sci. Technol., 49, 600(2006).
[24] S. O. Kucheev, A. V. Hamza. J. Appl. Phys., 108(2010).
[25] G. W. Collins, D. N. Bittner, E. Monsler, D. Tiszauer, M. Feit, E. Mapoles, T. P. Bernat.
[26] D. N. Bittner, G. W. Collins, E. Monsler, S. Letts. Fusion Technol., 35, 244(1999).
[27] D. N. Bittner, G. W. Collins, J. D. Sater. Fusion Sci. Technol., 44, 749(2003).
[28] B. J. Koziozemski, R. A. London, R. L. McEachern, D. N. Bittner. Fusion Sci. Technol., 45, 262(2004).
[29] F. Lallet, C. Gauvin, M. Martin, G. Moll. Fusion Sci. Technol., 59, 171(2011).
[30] M. Izgorodin, E. Y. Solomatina, A. P. Pepelyaev, M. A. Rogozhina, E. I. Osetrov. J. Phys.: Conf. Ser., 747(2016).
[31] I. V. Aleksandrova, A. A. Belolipetskiy. Laser Part. Beams, 17, 701(1999).
[32] I. Aleksandrova, A. Belolipetskiy, E. Koresheva, A. I. Safronov, T. P. Timasheva, I. D. Timofeev, S. M. Tolokonnikov. J. Russian Laser Research, 29, 419(2008).
[33] E. M. Bringa, A. Caro, M. Victoria, N. Park. J. Miner. Met. Mater. Soc., 57, 67(2005).
[35] . An Assessment of the Prospects for Inertial Fusion Energy(2013).
[36] D. T. Goodin. US/Japan Workshop on Target Fabrication and Injection(2003).
[37] S. Nakai, K. Mima. 2nd IAEA RCM on Pathway to Energy from Inertial Fusion – an Integrated Approach(2008).
[38] T. Norimatsu. 3rd IAEA RCM on Physics and Technology of IFE Targets and Chambers(2004).
[39] C. Spindloe. 5th European Target Fabrication Workshop(2014).
[40] M. Tolley, F. ben Saïd, E. Koresheva, J. P. Perin, J. M. Perlado, G. Schaumann, G. Schurtz, C. Spindloe. Proc. SPIE, 8080(2011).
[41] T. B. Jones, R. Gram, K. Kentch, D. R. Harding. J. Phys. D: Appl. Phys., 42(2009).
[42] C. D. Hendricks, W. L. Johnson.
[43] E. R. Koresheva, I. V. Aleksandrova, G. D. Baranov, S. V. Bazdenkov, V. I. Chtcherbakov, E. L. Koshelev, B. V. Kuteev, A. I. Nikitenko, S. M. Tolokonnikov, I. E. Osipov, I. D. Timofeev, T. P. Timasheva, L. S. Yaguzinskiy. Extension of free-standing target technology on IFE requirements. Elements of Power Plant Design for Inertial Fusion Energy (IAEA-TECDOC-1460), 133(2005).
[44] D. Goodin. 3rd IAEA RCM on Physics and Technology of IFE Targets and Chambers(2004).
[45] R. W. Petzoldt, D. T. Goodin, A. Nikroo. Nuclear Fusion, 42, 1351(2002).
[46] I. V. Aleksandrova, E. R. Koresheva, I. E. Osipov, S. M. Tolokonnikov, G. D. Baranov, V. I. Listratov, V. G. Soloviev, I. D. Timofeev, G. S. Usachev, A. A. Belolipetskiy, L. A. Rivkis, L. S. Yaquzhinskiy. Fusion Technol., 38, 166(2000).
[47] T. Norimatsu. 16th Americal Nuclear Soc. Topical Meeting on Technology of Fusion Energy(2004).
[49] I. V. Aleksandrova, E. R. Koresheva, E. L. Koshelev, A. I. Nikitenko, I. E. Osipov. 34th European conference on Laser Interaction with Matter(2016).
[51] I. E. Osipov, E. R. Koresheva, G. D. Baranov, I. D. Timofeev, V. G. Kapralov, B. V. Kuteev. A device for cryotarget rep-rate delivery in IFE target chamber. Inertial Fusion Science and Application, State of the art 2001, 810(2002).
[52] E. R. Koresheva, I. V. Aleksandrova, I. E. Osipov, S. V. Bazdenkov, V. I. Chtcherbakov, E. L. Koshelev, A. I. Nikitenko, S. M. Tolokonnikov, L. S. Yaguzinskiy, G. D. Baranov, A. I. Safronov, I. D. Timofeev, B. V. Kuteev, V. G. Kapralov. Fusion Sci. Technol., 43, 290(2003).
[53] H. Yoshida, Y. Yamahira, H. Tomioka. 3rd IAEA TM on Physics and Technology of IFE Targets, Chambers and Drivers(2004).
[54] R. Petzoldt. 2nd IAEA RCM on Pathways to Energy from Inertial Fusion – An Integrated Approach(2008).
[59] M. Kalal, H. J. Kong, E. R. Koresheva, O. Slezak, S. W. Park, S. A. Startsev. 23rd IAEA Fusion Energy Conference(2010).
[60] M. Kalal, H. J. Kong, O. Slezak, J. W. Yoon, J. S. Shinl. J. Fusion Energy, 29, 527(2010).
[61] R. Tsuji. Fusion Eng. Design, 81, 2877(2006).
[62] H. Sakauchi, R. Tsuji. Plasma Fusion Res.: Rapid Commun., 4, S1012(2009).
[63] T. Kassai, R. Tsuji. J. Phys.: Conf. Ser., 112(2008).
[64] D. Steinman.
[65]
[66]
[67] J. Streit, D. Schroen. Fusion Sci. Technol., 43, 321(2003).
[68] E. R. Koresheva. 2nd IAEA TM on Physics and Technology of Inertial Fusion Energy Targets and Chambers(2002).
[69] D. R. Harding, T. B. Jones, D. D. Meyerhoffer. 5th IAEA TM on Physics and Technology of Inertial Fusion Energy Targets and Chambers(2010).
[70] W. Wang, T. B. Jones, D. R. Harding. Fusion Sci. Technol., 59, 240(2011).
[71] M. J. Moynihan, D. R. Harding. 21st Target Fabrication Meeting(2015).
[72] Z.-M. Bei, T. B. Jones, A. Tucker-Schwartz.. J. Electrostatics, 67, 173(2009).
[73] K. Nagai, T. Iyoda, X.W. Zhao. 5th IAEA TM on Physics and Technology of Inertial Fusion Energy Targets and Chambers(2010).
[76] K. J. Boehm.
[77] K. J. Boehm, A. R. Raffray, N. B. Alexander, D. T. Goodin. Fusion Sci. Technol., 56, 422(2009).
[78] K. J. Boehm, A. R. Raffray, N. B. Alexander, D. T. Goodin. Fusion Eng. Design, 86, 259(2011).
[80] S. Skupski, R. Betti, T. J. B. Collins, V. N. Goncharov, P. W. McKenty, P. B. Radha, R. Epstein. High-gain direct-drive target designs for the National Ignition Facility. Inertial Fusion Science and Applications 2001, 240(2002).
[81] T. Norimatsu. Next step for target technology and power plant design. Elements of power plant design for inertial fusion energy, 153(2005).
[82] A. Iwamoto, K. Nagai, M. Nakai, F. Ito, T. Fujimura, R. Maekawa, T. Mito, T. Norimatsu, M. Okamoto, O. Motojima, H. Azechi, K. Mima. 21st IAEA Fusion Energy Conference(2006).
[83] D. Chatain, V. S. Nikolaev. Cryogenics, 42, 253(2002).
[84] I. V. Aleksandrova, V. I. Chtcherbakov, E. R. Koresheva, E. A. Koshelev, I. E. Osipov. 21st IAEA Fusion Energy Conference(2006).
[85] T. Norimatsu, K. Nagai, T. Takeda, T. Yamanaka. Foam insulated direct-drive cryogenic target. Inertial Fusion Sci. Application, State of the art 2001, 752(2002).
[87] E. R. Koresheva. 1st IAEA RCM of the CRP Pathways to Energy from Inertial Fusion: Materials Beyond Ignition(2016).
[89] I. V. Aleksandrova, E. R. Koresheva, I. E. Osipov. J. Moscow Phys. Soc., 3, 85(1993).
[90] I. V. Aleksandrova, E. R. Koresheva, O. N. Krokhin, I. E. Osipov. J. Moscow Phys. Soc., 7, 213(1997).
[91] I. V. Aleksandrova, S. V. Bazdenkov, V. I. Chtcherbakov. Laser Part. Beams, 20, 13(2002).
[92] I. V. Aleksandrova, S. V. Bazdenkov, V. I. Chtcherbakov. 27th European Conference on Laser Interaction with Matter(2002).
[94] E. Koresheva. 1st IAEA RCM on Pathways to Energy from Inertial Fusion(2006).
[95] I. V. Aleksandrova, A. A. Belolipetskiy, V. A. Kalabuhov, E. L. Koshelev, E. Malinina, L. M. Mitina, L. V. Panina, V. I. Chtcherbakov, M. Tolley, C. Edwards, C. Spindloe. Proc. SPIE, 8080(2011).
[97] I. V. Aleksandrova, A. A. Belolipetskiy, E. R. Koresheva, I. E. Ospov, L. V. Panina, T. P. Timasheva, S. M. Tolokonnikov, A. A. Tonshin, L.S. Yaguzinskiy. 1st Conference on Inertial Fusion Energy(2012).
[98] I. V. Aleksandrova, E. R. Koresheva, O. N. Krokhin, I. E. Osipov. Voprosy Atomnoi Nauki i Tekhniki, Ser.: Termoyadernyi Sintez, 38, 59(2015).
[100] R. Wanner, H. Meyer.. J. Low Temp. Phys., 11, 715(1973).
[101] L. A. Alekseeva, V. D. Natsik, R. V. Romashkin, L. A. Vachtchenko, S. A. Garbuz, V. Yu. Lyahno. Fizika Tverdogo Tela, 48, 1428(2006).
[102] I. V. Aleksandrova, A. A. Belolipetskiy, V. I. Golov, V. I. Chtcherbakov, E. V. Makeeva, E. R. Koresheva, I. E. Osipov. Fusion Technol., 38, 190(2000).
[103] I. V. Aleksandrova, S. V. Bazdenkov, V. I. Chtcherbakov. 27th European Conference on Laser Interaction with Matter(2002).
[105] I. V. Aleksandrova, A. A. Belolipetskiy, E. A. Pisarnitskaya.
[106] S. Nakai, G. N. Miley. Physics of High Power Laser and Matter Interactions, 1, 87(1992).
[107] I. V. Aleksandrova, E. R. Koresheva, I. E. Osipov. 11-th Target Fabrication Specialists’ Meeting(1996).
[109] E. R. Koresheva, I. E. Osipov, I. V. Aleksandrova. Laser Part. Beams, 23, 563(2005).
[110] S. A. Belkov, S. G. Garanin. 25th IAEA Fusion Energy Conference(2014).
[111] I. V. Aleksandrova, A. A. Akunets, P. I. Bezotosnyi, I. S. Blokhin, S. Yu. Gavrilkin, O. M. Ivanenko, E. R. Koresheva, E. L. Koshelev, K. V. Mitsen, L. V. Panina. Bull. Lebedev Physics Institute, 11, 3(2015).
[112] I. V. Aleksandrova, E. R. Koresheva, O. N. Krokhin, I. E. Osipov. Voprosy Atomnoi Nauki i Tekhnikis, Ser.: Termoyadernyi Sintez, 38, 57(2015).
[113] I. V. Aleksandrova, E. R. Koresheva, O. N. Krokhin, I. E. Osipov. Voprosy Atomnoi Nauki i Tekhniki, Ser.: Termoyadernyi Sintez, 39, 29(2016).
[115] I. P. Suzdalev.
[116] E. A. Gudilin.
[117] I. V. Aleksandrova, E. R. Koresheva, E. L. Koshelev, A. A. Akunetc, T. P. Timasheva, L. V. Panina. 34th European Conference on Laser Interaction with Matter(2016).
[118] V. I. Danilov. Structure and Crystallization of Liquids(1956).
[119] V. N. Nishanov, A. A. Sobyanin, E. N. Zoy. Bull. Lebedev Physics Institute, 1, 18(1987).
[120] D. E. Ovsienko. Origin and Growth of Crystals From the Melt(1994).
[122] E. R. Koresheva. 1st Conference on Inertial Fusion Energy(2012).
[123] B. Yu. Sharkov. Inertial Confinement Fusion. The Current State and Prospects for Power(2005).

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20