
Jinzhao Liu, Tingyan Yan, Xufeng Kang, Xiaohong Zhan. Influence of Laser Power on Fracture Properties of TC4 Titanium Alloy T-Joint Manufactured Using Dual-Laser-Beam Bilateral Synchronous Welding[J]. Chinese Journal of Lasers, 2021, 48(18): 1802007
- Chinese Journal of Lasers
- Vol. 48, Issue 18, 1802007 (2021)
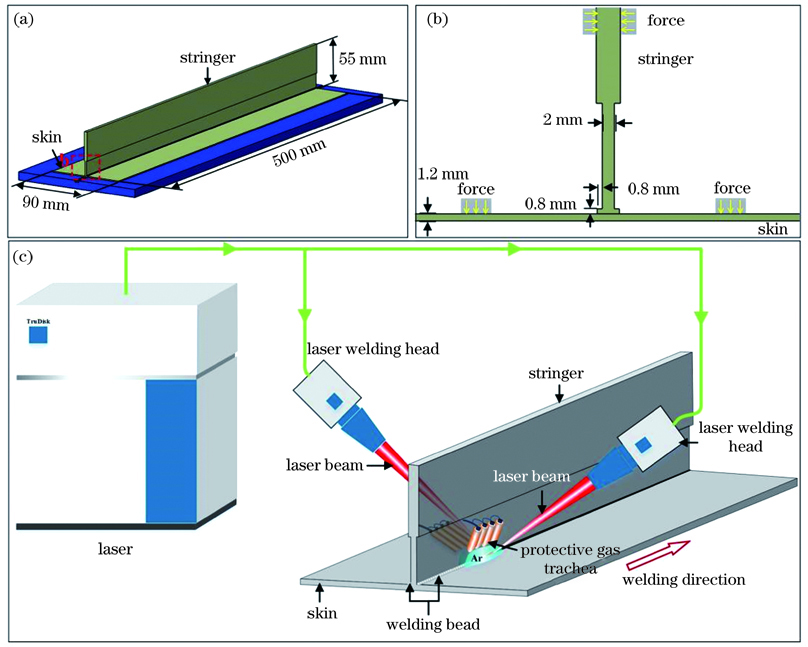
Fig. 1. Schematic diagrams of skin-stringer structure dimension and dual-laser-beam bilateral synchronous welding. (a)(b) Schematic diagrams of skin-stringer structure dimension; (c) schematic diagram of dual-laser-beam bilateral synchronous welding
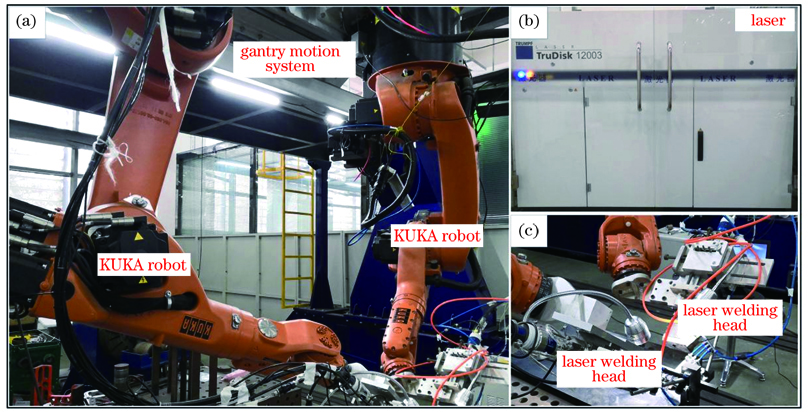
Fig. 2. Equipment of DLBSW. (a) Motion system; (b) Trudisk 12003 laser; (c) laser welding head
Fig. 3. Sampling position and dimension of the tensile specimen. (a) Sampling position of the tensile specimen; (b) dimension of the tensile specimen
Fig. 4. Macroscopical formation of the welding bead of DLBSW. (a) No.1 specimen, P=2.1 kW; (b) No.2 specimen, P=2.3 kW
Fig. 5. Cross sections of titanium alloy DLBSW joint. (a) No.1 specimen, P=2.1 kW; (b) No.2 specimen, P=2.3 kW
Fig. 6. Microstructures in different regions of No. 1 specimen. (a) Joint cross section; (b) upper transition region; (c) upper fine grain region and coarse grain region; (d) lower transition region; (e) welding bead region; (f) near lower fusion line
Fig. 7. Microstructures in different regions of No. 2 specimen. (a) Joint cross section; (b) upper transition region; (c) upper fine grain region and coarse grain region; (d) welding bead region; (e) near lower fusion line; (f) lower transition region
Fig. 8. Macro fracture diagrams of titanium alloy T-joint. (a) No.1 specimen, P=2.1 kW; (b) No.2 specimen, P=2.3 kW
Fig. 9. Z-direction tensile stress-strain curves of titanium alloy T-joint. (a) No.1 specimen, P=2.1 kW; (b) No.2 specimen, P=2.3 kW
Fig. 10. Macro and micro morphology of fracture surface of No. 1 sample. (a) Macro morphology of fracture surface; (b) equiaxed dimple; (c) elongated dimple
Fig. 11. Macro and micro morphology of fracture surface of No. 2 sample. (a) Equiaxed dimples; (b) exfoliated α' phase interface; (c) porosity defects; (d) EDS results
|
Table 1. Chemical composition of TC4 titanium alloy unit: %
|
Table 2. Mechanical properties of TC4 titanium alloy
|
Table 3. Experimental parameters of DLBSW of TC4 titanium alloy

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20