Compared with conventional fabrication methods, such as casting and forging, additive manufacturing (AM) presents high material utilization, outstanding mechanical behaviors, and near-net-shape fabrication; therefore, it has garnered considerable popularity in recent years. Laser powder bed fusion (LPBF) is common in metal AM and utilizes a scanning laser to melt parallel lines in each successive layer of powder, developing fine 3D structures with excellent material properties. The LPBF process exhibits a clear shortage in manufacturing efficiency, and numerous studies have been conducted to improve manufacturing efficiency by optimizing the process parameters. However, the design space of process parameters is limited because unreasonable parameters may lead to a lack of dimensional accuracy or internal defects. Therefore, studying the relationship between the process parameters and the quality of the formed parts is crucial. Most of the published studies focus on molten pools in “conduction mode”. The motion of “key-hole” mode molten pools, during which key-hole collapse may appear and lead to pore defects, still lacks sufficient investigation. In this study, experiments are performed to build the relationship between laser power and single-track morphology, thereby revealing the boundary of the parameter design space during the LPBF process. Furthermore, the key-hole motion behavior is exhibited with a finely built numerical model, and the formation mechanism of pore defects is analyzed. We hope this study will help in the optimization of LPBF process parameters and provide an academic reference for the analysis of pore defects.
TC4 powder was used as a starting material. First, single tracks were fabricated using the LPBF method at various laser powers. Then, the samples were sliced and polished, and the cross sections of the single tracks were characterized using an optical microscope (OM). Subsequently, the depth and width of the single tracks were measured, and the relationship between these dimensions and process parameters was analyzed. Next, a finely built powder bed model was established to simulate the physical behavior within the molten pool. The accuracy of the numerical model was verified by comparing the dimensions of the molten pool acquired by simulation with the experimental results. In addition, the morphology of the molten pool was analyzed using a numerical model, and the development of pore defects was investigated.
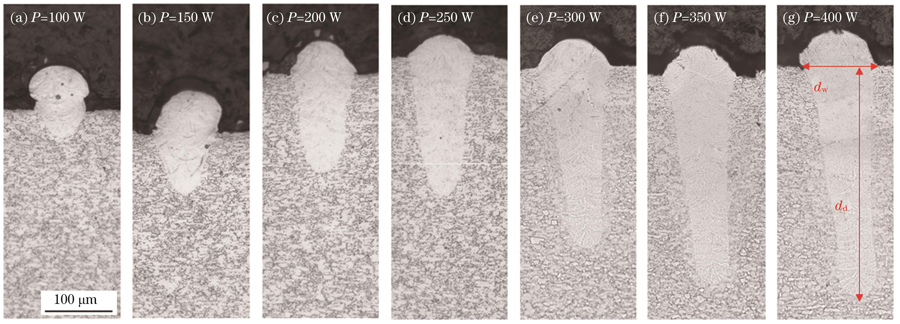
When the laser power grows from 100 W to 400 W, the depth of the single-track increases from 40 μm to 348 μm (Fig. 2). The width of a single-track grows from 82 μm to 97 μm when the laser power increases from 100 W to 150 W; however, when the laser power continues to increase to 400 W, the width increases slowly from 97 μm to 109 μm (Fig. 3). The simulation result is consistent with the experiment result, as the width acquired by the simulation shows a 5.8% deviation, while the simulated depth shows a 12.2% deviation. The simulation shows that as the laser power increases, the key-hole becomes deeper because of the stronger recoil force, which explains the reason for the sharp increase in single-track depth with the increase in the laser power. However, the energy travels slowly in the horizontal direction by heat conduction, and the single-track width shows no notable change when the laser power increases (Fig. 5). When the high laser power is adopted, a “J” shaped key-hole appears, and the collapse may occur at the bottom of the key-hole, with bubbles formed during the collapse persisting around the bottom of the key-hole and transforming into pore defects as the pool solidifies (Figs. 8 and 9).
In this study, single tracks are fabricated by the LPBF method using various laser powers and powder bed thicknesses, and a novel fine numerical model is established to analyze the physical phenomena within the molten pool. The width of a single-track shows no discernible change when the laser power increases from 150 W to 400 W, implying that the increase in hatch spacing is not feasible by continually increasing the laser power. Moreover, both the experimental and simulation results indicate that the depth of a single-track is sensitive to the laser power. When a low laser power (100-150 W) is used, the powder bed cannot fully melt, which may lead to unexpected unmelted regions in the fabricated structures. However, if the laser power is exceedingly high (350 W or more), the key-hole beneath the molten pool will be narrow and deep; this type of key-hole can easily collapse, and the air captured during the collapse may finally generate pore defects. Therefore, in this LPBF process (scanning speed is 1200 mm/s and laser diameter is 100 μm), 200-300 W is considered a reasonable design range for laser power. This study provides an academic reference for the design of parameters in the LPBF process.