Objective Q960E steel is a low alloy high-strength steel. It is widely used in construction machinery, pressure vessels, and subway vehicles due to its good weldability. The Q960E steel plate used in construction machinery often comes into direct contact with sand and gravel, causing wear and tear which can lead to failures of mechanical parts and increase usage costs. The key to laser cladding of Q960E steel is to produce no obvious cracks. At present, the most widely used laser cladding wear-resistant powder is Ni60-WC, due to the high hardness of the Ni60 cladding layer, it is difficult to avoid cracking. Therefore, in this study, we designed a Ni-based WC composite powder with both high toughness and high wear resistance. The powder is deposited on the Q960E substrate by laser cladding; through preheating and heat preservation treatment, a wear-resistant coating without obvious cracks can be prepared, and the wear resistance is improved.
Methods The test substrate material is Q960E steel, which was wire-cut into a test block of 200mm×50mm×20mm. The low crack sensitivity nickel-based tungsten carbide alloy powder was designed, and the WC reinforced phase and NiCuBSi bonded phase was prepared by aerosolization. The two were mixed at a mass ratio of 3:7 (Table 1). The nickel-based tungsten carbide powder was dried in an electric furnace at 100 °C for 1 h. Before the cladding, the Q960E substrate was put into the electric furnace at 150 °C for 1 h. The resistive cast aluminum heating plate was placed on the cladding platform, and the holding temperature was set at 150 °C. After the preheating in the furnace was complete, the sample was taken out and placed on the heating plate to keep the preheating temperature of the matrix under control at 150 °C. After the completion of cladding, the sample was put into the furnace at 150 ℃ for 4 h to reduce the residual stress. The microstructure, element distribution, phase, wear morphology, and cross-sectional hardness of the cladding layer were analyzed by scanning electron microscope(SEM), EDS, X-ray diffraction(XRD), optical microscope, and Vickers hardness tester. The wear resistance of the cladding layer and that of the 960E steel were tested and compared.
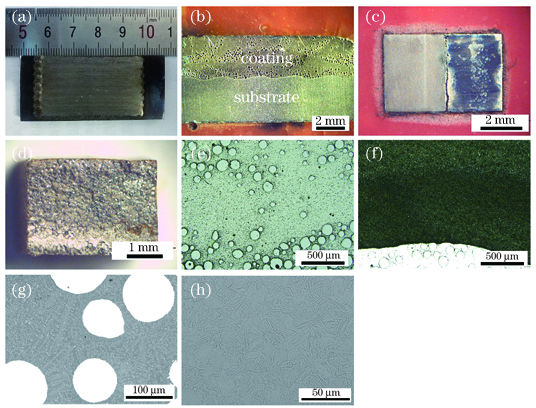
Results and Discussions A good metallurgical bonding was formed between the cladding layer and the substrate. No obvious pores or cracks appeared in the coating, and it was well-formed with spherical WC particles diffusely distributed in the coating (Fig. 1). The tested shear strengths of the cladding and substrate are 411.25MPa, 366.46MPa, 382.56MPa, and 427.18MPa. The location of the fracture is at the interface between the cladding and the base material, indicating that the presence of WC spherical particles will reduce the bonding strength between the cladding and the substrate, resulting in fracture at the interface. The spherical phase is WC particles with a slightly soluble structure at the edge. The surrounding irregular shape flocs for the laser cladding process of spherical WC decomposition of W2C particles, increasing the bonding strength of the reinforced phase WC and the bonding phase Ni, Cu (Fig. 2). The main phases of the coating are composed of Ni, Cu, WC, W2C, and Ni3B (Fig. 3). In the process of cladding, under the action of the laser, part of the spherical WC particles decomposed and W2C floc-like small particles were generated. Part of Ni reacted with B in-situ to generate Ni3B, which enhanced the strength of the coating. In the cladding layer, the hardness of the coating varied greatly due to the existence of WC spherical particles. When the hardness head was all pressed into WC particles, the hardness reaches more than 1500HV; where no WC particles existed in the coating, the average hardness is 404HV. Because the Q960E had been tempered, the effect of laser heat input on the hardness of the heat-affected area and the base material was not obvious; the average hardness of heat-affected area and base material hardness area is about 374HV (Fig. 4). The wear morphology of the Q960E steel showed obvious plowing grooves and cutting scratches; the wear morphology of the cladding layer showed that the large particles of WC balls effectively prevented the abrasive particles from pressing in and plowing, resulting in an overall shallow wear groove depth (Fig. 5). Comparison of the wear mass and volume showed that the mass losses of the Q960E steel and the Ni-WC melt-coated samples are 7.568 g and 1.243 g, respectively. The wear volume was obtained by dividing the mass loss before and after wear by the density, to obtain 0.967cm 3 and 0.138cm 3, respectively.
Conclusions A Ni-based tungsten carbide alloy powder with low crack susceptibility was designed, and WC and NiCuBSi spherical powders prepared by aerosolization were mixed according to the mass ratio of 3:7. The Ni-based WC wear-resistant coating without obvious cracks was prepared on the surface of Q960E steel by a preheating and holding treatment. The main phases in the cladding layer are WC, W2C, Ni, Cu, and Ni3B. WC and W2C are the main reinforcing phases, and the hardness of spherical WC is more than 1500HV, which improves the wear resistance of the cladding layer. Ni and Cu are the main bonding phases, which enhance the toughness of the coating. The wear resistance of the Ni-WC coating after cladding is more than 6 times that of the Q960E substrate, mainly due to the large particles of WC spheres effectively hindering the abrasive particles from pressing in and plowing. The overall depth of the wear groove was not deep; therefore, the cladding coating can effectively hinder the wear of hard gravel on the substrate.