
Xiangyuan Chen, Huiliang Wei, Tingting Liu, Kai Zhang, Jiansen Li, Zhiyong Zou, Wenhe Liao. In‑Situ Monitoring and Diagnostics for Deposition Defects in Laser Powder Bed Fusion Process Based on Optical Signals of Melt Pool (Invited)[J]. Chinese Journal of Lasers, 2024, 51(10): 1002308
- Chinese Journal of Lasers
- Vol. 51, Issue 10, 1002308 (2024)
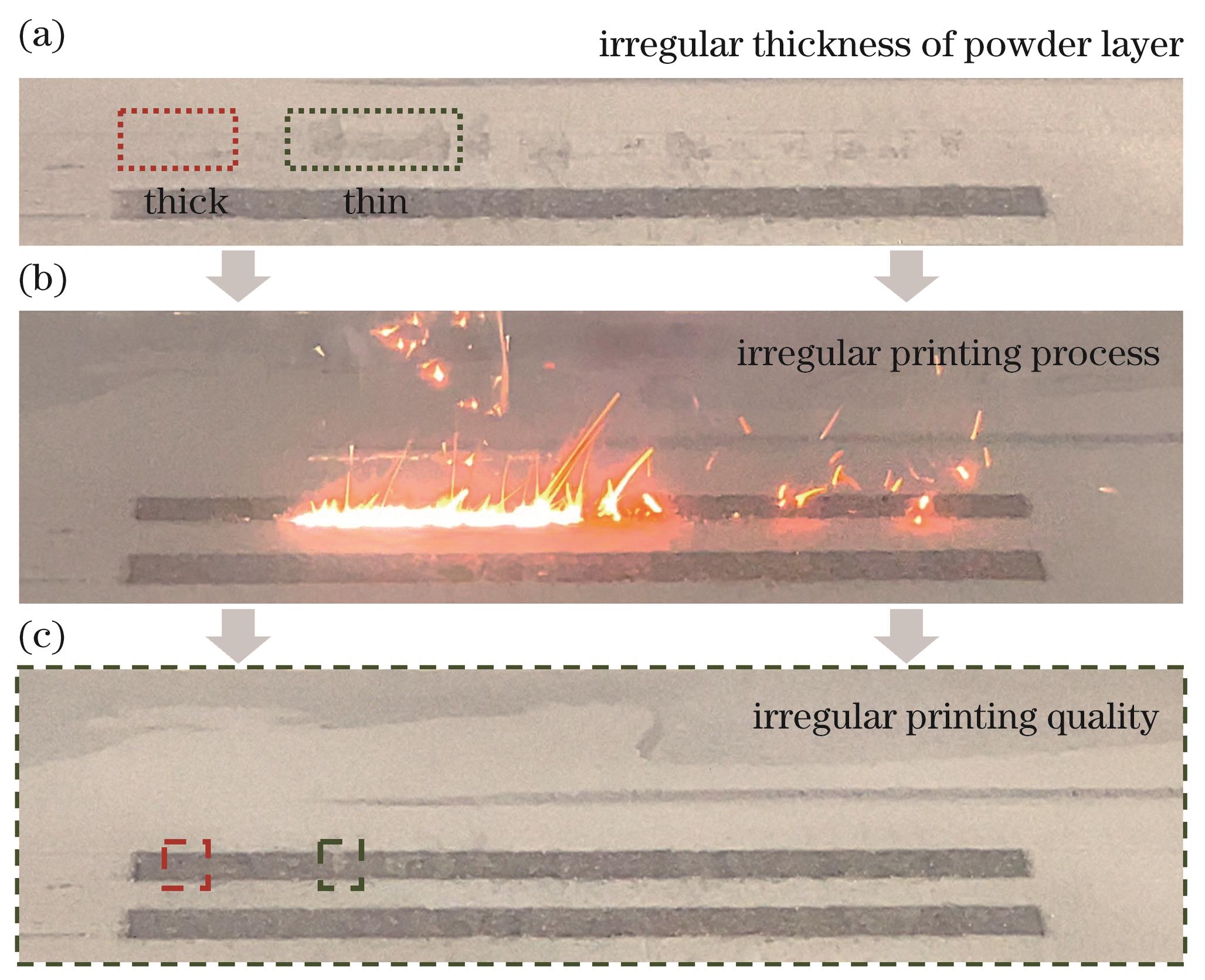
Fig. 1. Deposition defects caused by powder spreading during printing. (a) Before printing; (b) during printing; (c) after printing
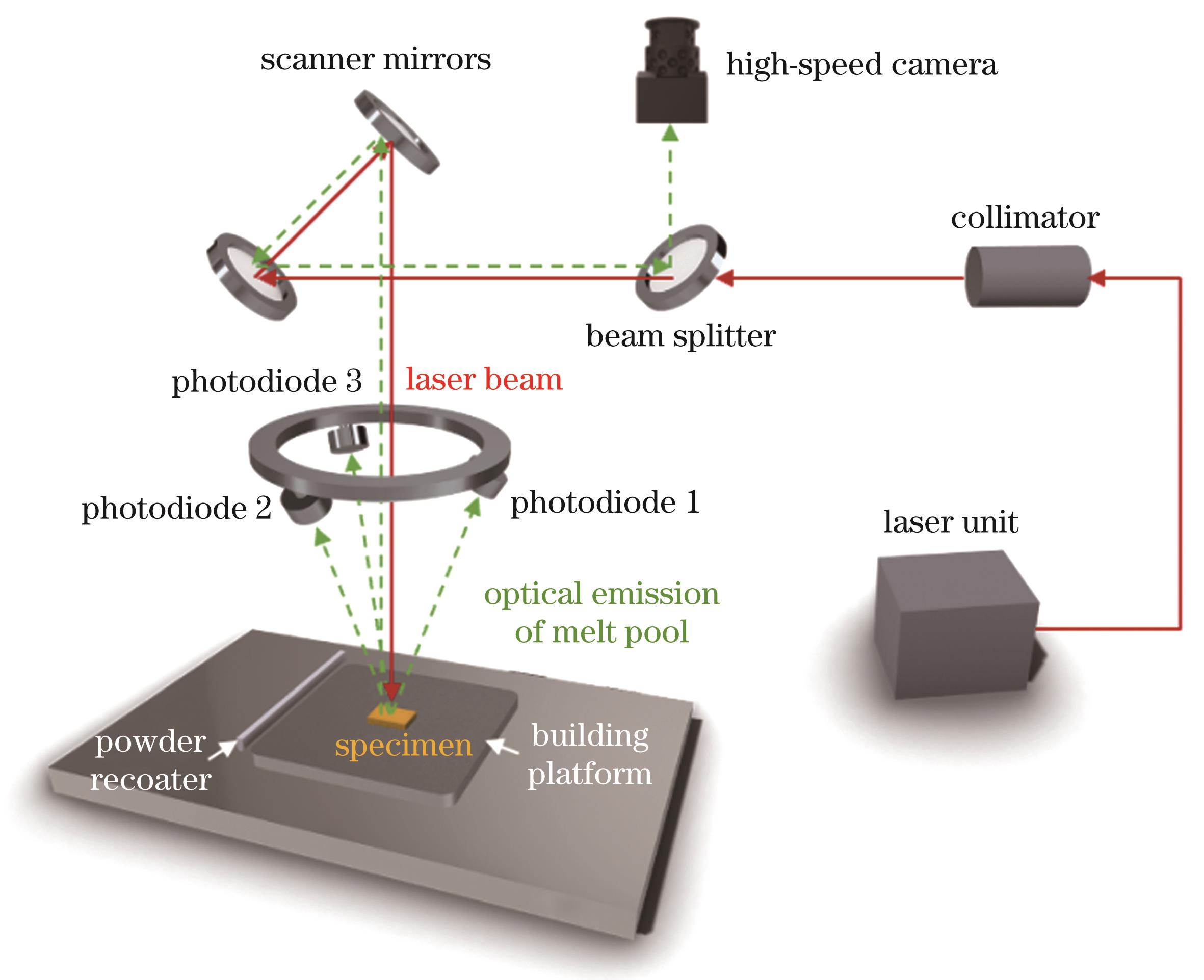
Fig. 2. In-situ monitoring system based on optical signals of melt pool
Fig. 3. Morphology and particle size of AlSi10Mg alloy powder. (a) SEM morphology of powder; (b) particle size distribution
Fig. 4. Schematics of experimental model. (a) Pre-processed substrate by milling; (b) single-layer printing after powder spreading process
Fig. 5. Spatial distributions of optical signals for melt pool of Group B samples. (a) Melt pool light intensity; (b) melt pool area
Fig. 6. Statistical results of melt pool light intensity under different process parameters. (a) Mean values under different laser powers; (b) mean values under different scanning speeds; (c) coefficients of variation under different laser powers; (d) coefficients of variation under different scanning speeds
Fig. 7. Statistical results of melt pool area under different process parameters. (a) Mean values under different laser powers; (b) mean values under different scanning speeds; (c) coefficients of variation under different laser powers; (d) coefficients of variation under different scanning speeds
Fig. 8. Surface roughness measurement results and three-dimensional morphologies under different powder thickness conditions. Three-dimensional morphologies of Group B samples when powder thickness is (a) 30, (b) 90, (c) 150, (d) 210, and (e) 270 μm;(f) relationship between surface roughness and powder thickness under different laser process parameters
Fig. 9. SEM images of surface morphologies and enlarged images. (a) Relationship between surface deposition defects and powder thickness under different laser process parameters; (b)‒(e) enlarged images of areas in dotted boxes
Fig. 10. Relationship between melt pool size and internal pore defect under different powder thicknesses. (a) Cross-sectional morphologies of samples after polishing and corrosion; (b)‒(f) locally magnified images
Fig. 11. Relationship between melt pool intensity and melt pool area. (a) Good quality; (b) remediable quality; (c) high risk with deposition defects
Fig. 12. ROC curve analysis under different thresholds. (a) 0.18 V; (b) 0.21 V; (c) 0.25 V; (d) 0.29 V
Fig. 13. Distributions of abnormal monitoring signals of test samples when small threshold is 0.21 V. (a) Samples under different laser powers and powder thicknesses; (b) samples under different scanning speeds and powder thicknesses
|
Table 1. Experimental process parameters
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Table 2. Proportions of abnormal signals in test samples

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20