
Xingwei Sun, Zhong Zhang, Heran Yang, Zhixu Dong, Yin Liu. Optimization of Laser Cleaning Process Parameters for Petroleum Pipe Threads Based on Response Surface Method and Particle Swarm Algorithm[J]. Chinese Journal of Lasers, 2022, 49(22): 2202001
- Chinese Journal of Lasers
- Vol. 49, Issue 22, 2202001 (2022)
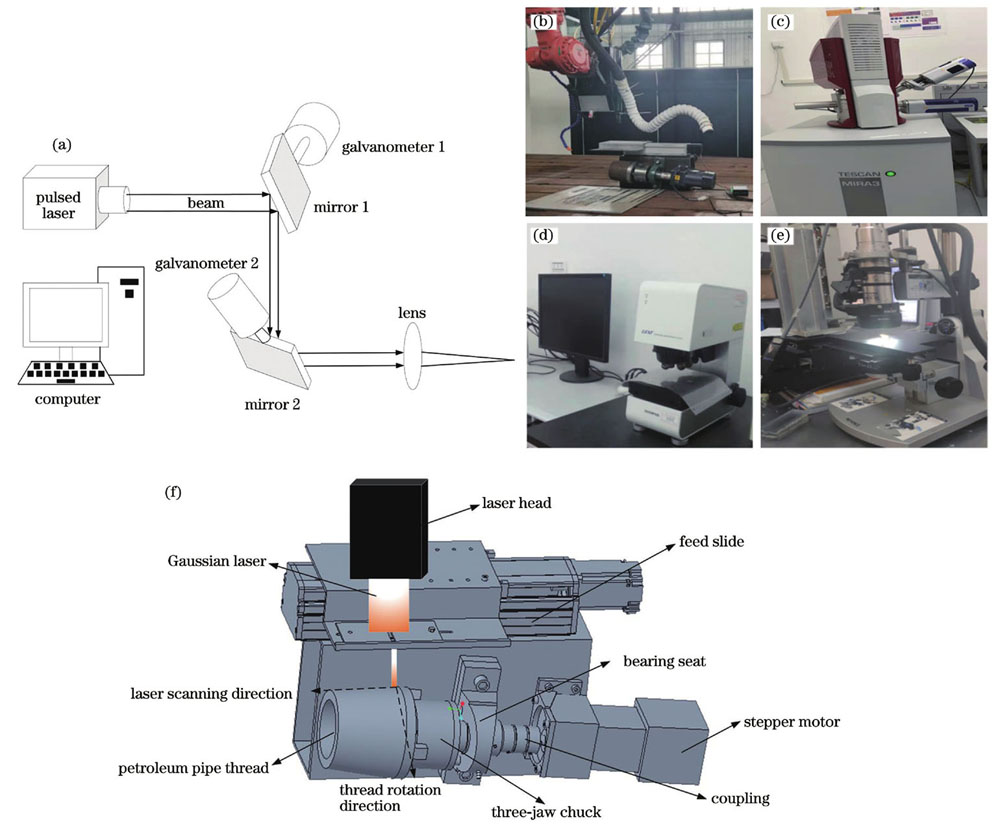
Fig. 1. Laser cleaning platform. (a) Principle diagram of laser cleaning; (b) experimental equipment for laser cleaning; (c) scanning electron microscope; (d) confocal laser microscope; (e) ultra-depth-of-field microscope; (f) laser cleaning test bench for pipe thread
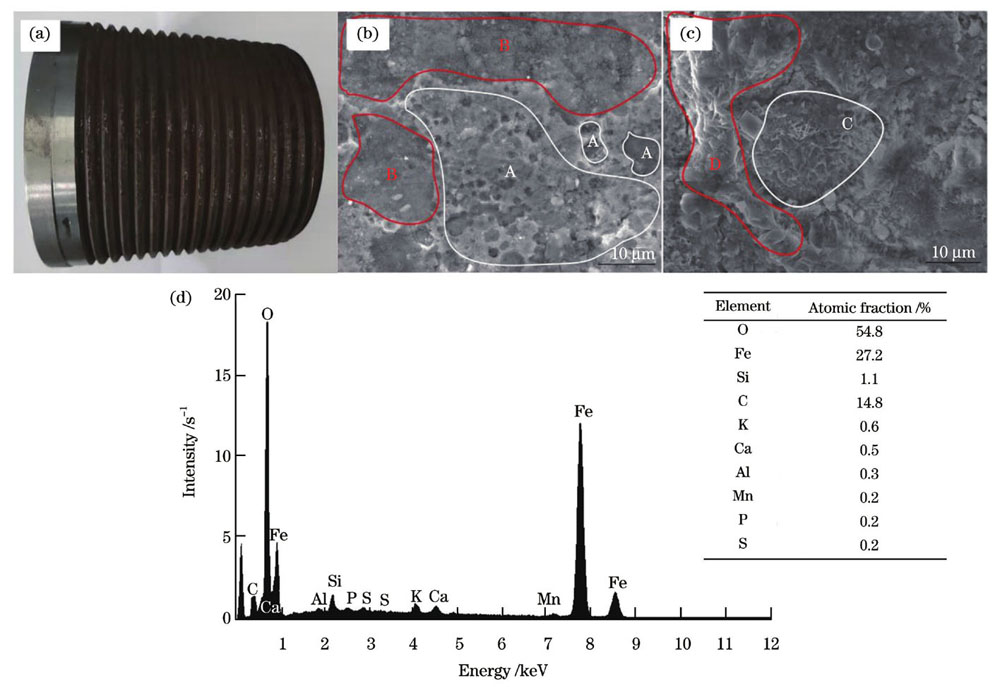
Fig. 2. Surface morphologies of rust layer. (a) Macro-morphology of petroleum pipe thread; (b) micro-morphology of peeling layer easy to fall off in rust layer; (c) micro-morphology of dense layer; (d) element content distribution of rust layer
Fig. 3. Thread surface after laser cleaning. (a) Overall morphology; (b) local amplification at A′
Fig. 4. Sample after wire cutting
Fig. 5. Micro-morphologies under different laser powers. (a) 600 W; (b) 550 W; (c) 500 W; (d) 450 W; (e) 400 W
Fig. 6. Surface roughnesses under different laser powers
Fig. 7. Contents of oxygen elements under different laser powers
Fig. 8. Micro-morphologies under different defocusing amounts. (a) +4 mm; (b) +3 mm; (c) +2 mm; (d) +1 mm; (e) 0 mm
Fig. 9. Surface roughnesses under different defocusing amounts
Fig. 10. Contents of oxygen elements under different defocusing amounts
Fig. 11. Micro-morphologies under different scanning speeds. (a) 3000 mm/s; (b) 2500 mm/s; (c) 2000 mm/s; (d) 1500 mm/s; (e) 1000 mm/s
Fig. 12. Surface roughnesses under different scanning speeds
Fig. 13. Contents of oxygen elements under different scanning speeds
Fig. 14. Residual plot of mathematical model
Fig. 15. Flow chart of improved particle swarm algorithm
Fig. 16. Convergence curves of two algorithms
Fig. 17. Contents of elements after cleaning under optimized process parameters
Fig. 18. Molten pool morphology after cleaning under optimized process parameters
|
Table 1. Main parameters of pulsed lasers
|
Table 2. Orthogonal test level and parameters
|
Table 3. Experimental data
|
Table 4. Range analysis table
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Table 5. Experimental design matrix
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Table 6. Analysis of model variance

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20