
Xiaomei Liang, Yicheng Yang, Ruisheng Huang, Dexi Tian, Xiaoyu Chen. Analysis on Characteristics of Weld Formation with 10 kW Level High Power Laser‐Arc Hybrid Welding[J]. Chinese Journal of Lasers, 2023, 50(8): 0802107
- Chinese Journal of Lasers
- Vol. 50, Issue 8, 0802107 (2023)
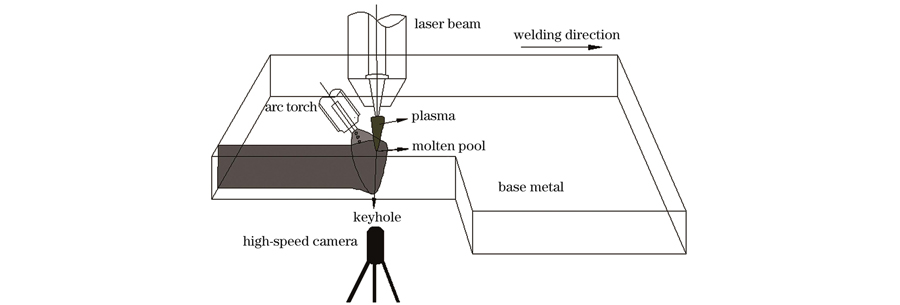
Fig. 1. Schematic diagram of welding process
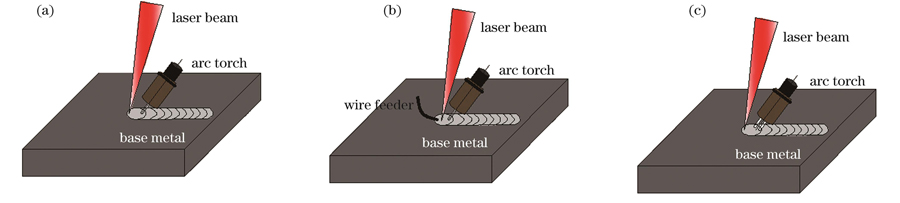
Fig. 2. Diagrams of three welding methods. (a) Laser-MAG single-wire hybrid welding (laser-MAG-1 wire); (b) laser-MAG single-wire hybrid welding with filler wire (laser-MAG-2′ wires); (c) laser-MAG double-wire hybrid welding (laser-MAG-2 wires)
Fig. 3. Original and mark image of plasma morphology. (a) Original image; (b) mark image
Fig. 4. Influence of laser power on appearance of weld. (a1)‒(a3) Laser-MAG single-wire hybrid welding; (b1)‒(b3) laser-MAG double-wire hybrid welding; (c1)‒(c3) laser-MAG single-wire hybrid welding with filler wire
Fig. 5. Influence of laser power on spatter on weld appearance
Fig. 6. Influence of laser power on feature size of weld. (a) Effect on penetration; (b) effect on weld width
Fig. 7. Plasma morphologies with different laser powers. (a) Laser-MAG single-wire hybrid welding; (b) laser-MAG single-wire hybrid welding with filler wire; (c) laser-MAG double-wire hybrid welding
Fig. 8. Plasma height with different laser powers
Fig. 9. Plasma area with three welding methods and different laser powers. (a) 5 kW; (b) 15 kW; (c) 20 kW; (d) 30 kW
Fig. 10. Effect of laser power on average plasma area
Fig. 11. Relationship between plasma morphology and appearance of weld at different laser powers. (a) Plasma area standard deviation and weld width fluctuation; (b) plasma area standard deviation and penetration fluctuation; (c) plasma area standard deviation and spatter area standard deviation
|
Table 1. Welding process parameters

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20