
Yan ZHANG, Song GAO, Yaohui XUE, Zhuo ZHANG, Xiaozhang WANG, Shanshan CAO, Haitao XU, Shengfei SHE, Jin XIE, Yizhao LI, Lutao LIU, Haitao GUO, Chaoqi HOU. Research on Factors of Affecting the Strength of Silica Optical Fiber and Process Improvement[J]. Acta Photonica Sinica, 2022, 51(6): 0606002
- Acta Photonica Sinica
- Vol. 51, Issue 6, 0606002 (2022)
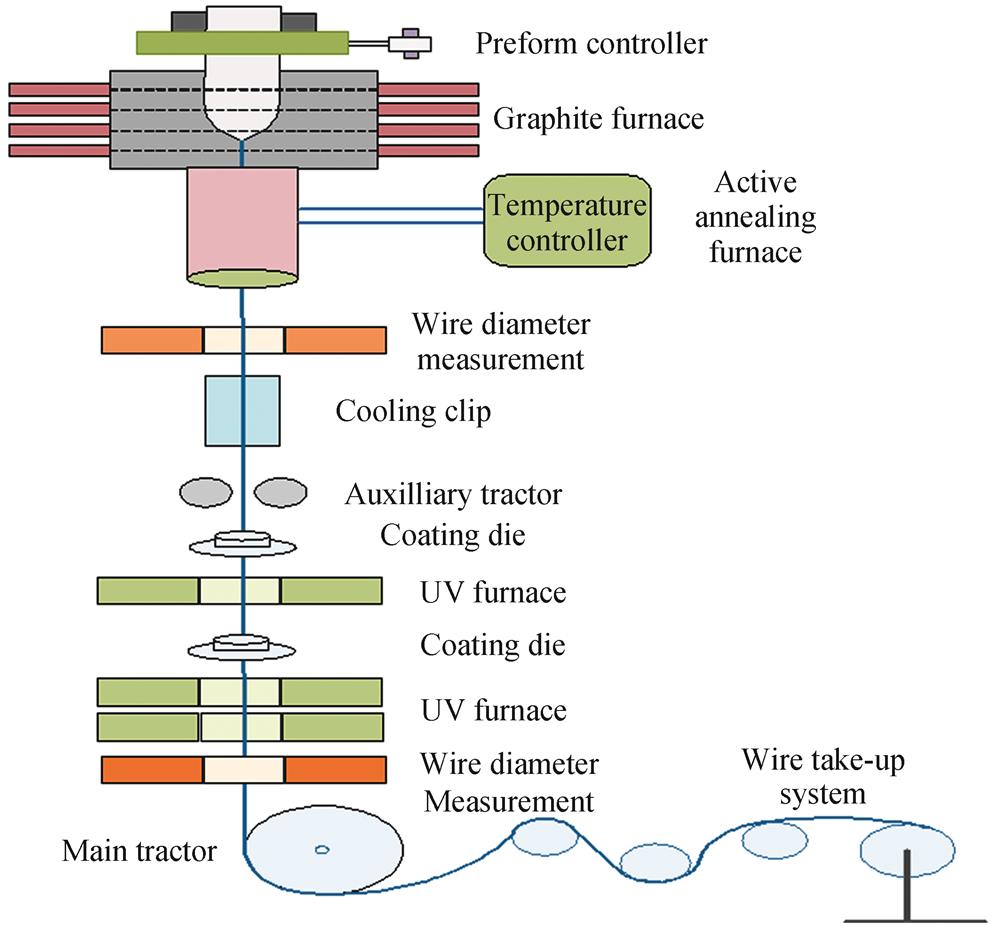
Fig. 1. Structure of fiber drawing tower
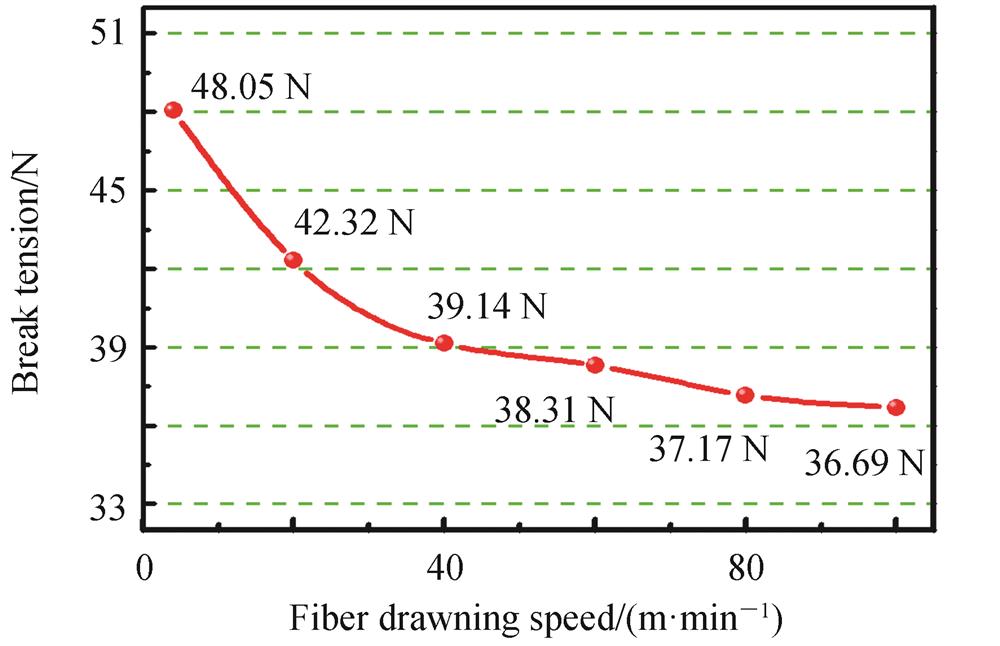
Fig. 2. Distribution of average breaking force of untreated fiber under different drawing speed
Fig. 3. Microphotographs of the fiber preform
Fig. 4. The influence of average fiber breaking force under different annealing processes
Fig. 5. Average breaking force vs. fiber drawing speed under different annealing processes
Fig. 6. Optimization of average breaking force under different fiber drawing speed
Fig. 7. SEM image of the fiber under different conditions
Fig. 8. Distribution of Weibull under different processes
|
Table 1. Average fiber breaking force of different flame polishing processes under 100m/min fiber drawing speed

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20