
Bingyan Wang, Junyong Zhang, Shuang Shi, Kewei You, Jianqiang Zhu. Effects of side subsurface defects induced by CNC machine on the gain spatial distribution in neodymium phosphate glass[J]. High Power Laser Science and Engineering, 2016, 4(1): 010000e9
- High Power Laser Science and Engineering
- Vol. 4, Issue 1, 010000e9 (2016)
Abstract
1 Introduction
A disk amplifier pumped by flash lamps is the primary main amplifier in lasers at the mega joule (MJ) level. Beamlet[
The Nd:glass manufactured by continuous melting is made to a specific size after cutting, grinding and polishing. During the process, forces act on the surface of the optical element and introduce scratches and micro cracks which are called subsurface defects. This paper mainly discusses the defects near the interface of the gain medium in amplifiers where damage rarely occurs, and thus the term ‘subsurface defect’ is used instead of ‘subsurface damage’. The subsurface defects reduce the laser-induced damage threshold (LIDT), and affect the mechanical and scattering properties. To decrease the subsurface defects in optical glass, step-by-step classic processing is applied to process the light pass surface of Nd:glass[
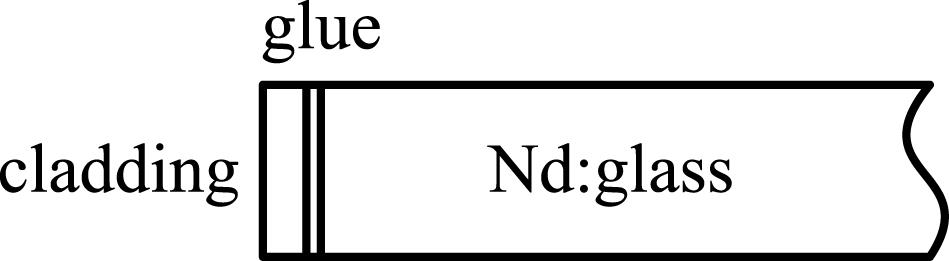
2 Structures of Nd:glass with cladding
The polymer edge cladding proposed by Campbell[
Sign up for High Power Laser Science and Engineering TOC. Get the latest issue of High Power Laser Science and Engineering delivered right to you!Sign up now
The refractive indexes of Nd:glass, the glue and the cladding glass satisfy the index matching condition, for example 1.528, 1.534, 1.536, respectively. The cladding glass is used to suppress the reflection of ASE and absorb ASE when it enters the cladding glass at random incident angles. The residual reflectivity of the cladding glass is the main index to assess the quality of cladding.
3 Geometric modeling of the defects after processing
The defects in the glass after grinding and polishing are mainly of two types depending on the generation mechanisms[
The typical plastic scratch morphology[
Here,
A simulation result is more accurate with smaller simulation region gridding, meanwhile more time is needed. There are two conditions for setting the gridding:courant stability condition
The parameter
4 Defect scattering induced by the CNC machine
4.1 Simulation
The size and morphology of the defects after polishing depends on the polishing abrasives, the load, and so on. The greater size of the defect, the larger amount of light scattered. The plastic scratch induced by the CNC machine according to Refs. [
The FDTD region was
The scattering ratio
The scattering ratio range were [0.0241, 0.3283] and [0.0223, 0.3342] for
4.2 Experiment
The scattering caused by subsurface defects is multiple scattering whose polarization can change at the input surface[
Two glasses with a diameter of 50 mm and thickness of 10 mm were prepared: Samples A and B. Sample A was processed by step-by-step classic processing; while one side of the Sample B was processed by the CNC machine, the other side was processed by step-by-step classic processing.
The schematic of the experiment is shown in Figure
In Figure
The two detectors recorded the output powers of the
The light passed through Samples A and B at different incident angles
The scattering power of glass showed a trend similar to that of the simulation result. The smallest value occurred at different incident angles because the morphology of subsurface defects in the real glass was more complex than that in the simulated one, the tested point might have contained some brittle fractures, and so on.
5 Side subsurface defects effects the gain of Nd:glass
The side of Nd:glass used in the disk amplifier is generally processed by a CNC machine, and thus, the defect modeled was assumed to be within the side of the glass. Some light that can reach and be absorbed by the cladding glass is scattered by the defects. Then, the scattered light traverses the gain medium again to consume the inversion population. The polarization state of ASE flux traveling in the medium is random, so the ASE assumed to be half
The abscissas are the logarithm of the residual reflectivity which are 0.01%, 0.05%, 0.1%, 1% and 5%. When the residual reflectivity of the cladding glass is bigger than 0.1%, the small signal gain coefficient
The size of the gain medium and the single gridding were
The scattering ratio range in a 2D single gridding was
The subsurface defects induced in the Nd:glass after processing were more than one in a single gridding. Assuming that
The curves ‘max’ and ‘min’ indicate the greatest and smallest equivalent residual reflectivity for the different
6 Conclusions
The scattering characteristics of the side subsurface defects after CNC machine at different incident angles were simulated by FDTD Solutions. The scattering powers at different incident angles were measured by polarization method, which showed a similar trend with the simulated results while the minimum values varied with the real morphology of the tested defect. The results showed that the scattering from side subsurface defects can make the residual reflectivity be more than 0.1% when the number of defects is greater than 50 in a single gridding, which can decrease the gain and gain uniformity obviously. The method for decreasing the influences of subsurface defects in the side of Nd:glass involves two aspects. One is applying more advanced processing methods, such as magneto rheological finishing (MRF), while the other is disposing the processed optical elements, such as hydrofluoric acid, which can eliminate or decrease the subsurface defects and will be studied in future works.
References
[1] A. C. Eralndson, M. D. Rotter, D. N. Frank, R. W. McCracken.
[2] C. Marshall, A. Erlandson, J. Horvath, K. Jancaitis, D. Larson, J. Larson, K. Manes, E. Moor, S. Payne, L. Pedrotti, M. Rotter, S. Sutton, L. Zapata, J. Beullier, E. Grebot, J. Guenet, M. Guenet, G. Letouze, X. Maille, T. Mengue, S. Sezhec.
[3] N. Fleurot, C. Cavailler, J. L. Bourgade. Fusion Eng. Des., 74, 147(2005).
[4] Y. Zheng, J. Zhu, L. Qian, M. Zhang, D. Fan. Chin. J. Lasers, 23, 289(1996).
[5] W. Zheng, X. Zhang, X. Wei, F. Jing, Z. Sui, K. Zheng, X. Yuan, X. Jiang, J. Su, H. Zhou, M. Li, J. Wang, D. Hu, S. He, Y. Xiang, Z. Peng, B. Feng, L. Guo, X. Li, Q. Zhu, H. Yu, Y. You, D. Fan, W. Zhang. The Fifth International Conference on Inertial Fusion Sciences and Applications, 1(2007).
[7] J. B. Trenholme.
[8] J. Hu.
[9] J. Hu, T. Meng, H. Chen, L. Wen, J. Tang, C. Wang, Y. Lin, S. Chen, W. Chen, L. Hu. Chin. Opt. Lett., 12(2014).
[10] Y. Asahara, T. Izumitini.
[11] S. Guch. Appl. Opt., 15, 1453(1976).
[12] J. H. Campbell, G. Edwards, F. A. Frick, D. S. Gemmell, B. M. Gim, K. S. Jancaitis, E. S. Jessop, M. K. Kong, R. E. Lyon, J. E. Murry, H. C. Patton, J. H. Pitts, H. T. Powell, M. O. Riley, E. P. Wallerstein, C. R. Wolfe, B. W. Woods. The Eighteenth Annual Symposium on Optical Materials for High Power Lasers, 19(1986).
[13] L. E. Zapata.
[14] K. Xiao.
[15] P. P. Hed, D. F. Edwards, J. B. Davis. Lawrence Livermore National Laboratory (LLNL) Report, UCRL-99548, 1(1989).
[16] F. Tong.
[18] J. M. Zhang, J. G. Sun, Z. J. Pei. NAMRC, 1(2002).
[19] C. F. Bohren, D. R. Huffman. Absorption and Scattering of Light by Small Particles(1988).
[20] N. Bloembergen. Appl. Opt., 12, 661(1973).
[21] F. Y. Génin, A. Salleo, T. V. Pistor, L. L. Chase. J. Opt. Soc. Am., 18, 2607(2001).
[22] L. Zhang, W. Chen, L. Hu. Appl. Opt., 52, 980(2013).
[23] A. Tian, H. Wang, C. Wang. Chin. J. Lasers, 40(2013).
[24] F. W. Preston, B. Sc. Amice. Optical, 141(1921).
[25] L. Zhang.
[26] Z. Lei, H. Li, C. Wei, H. Lili. High Power Laser Part. Beams, 23, 381(2011).
[27] B. E. Gillman, S. D. Jacobs. Appl. Opt., 37, 3498(1998).
[28] J. C. Lambropoulos, S. D. Jacobs, B. E. Gillman, F. Yang, J. Ruckman. Laboratory for Laser Energetics, Review 73, DOEySFy19460-212, 45-49.
[29] B. Wang, J. Zhang, L. Wang, Q. Liu, J. Zhu. Acta Opt. Sin., 36(2016).

Set citation alerts for the article
Please enter your email address
© Copyright 2018-2021 | Chinese Laser Press. All Rights Reserved 沪ICP备15018463号-20